摘要: 介绍可编程计算机控制器(PCC) 、直流调速系统和变频器在铝塑复合管生产线中的应用。通过软、硬件分析, 可看出, 可编程计算机控制器比常规可编程控制器性能更优, 特别是它的多任务处理操作系统和通信能力。在铝塑复合管自动化生产线的应用中,主站PCC2005 与从PCC2003 之间通过现场总线CAN通信。用帧驱动器能方便编写与直流调速系统E590 和变频器的通信程序。
关键词: PCC;铝塑复合管;通信
1 概述
铝塑复合管是一种新型环保建材,它集金属管材和塑料管材之优点于一体,具有易弯曲、耐压、耐腐蚀, 不结垢, 无污染, 保温性能好, 安装方便等诸多优点。广泛应用于给水、煤气、化工流体输送等行业。该产品在上世纪80 年代就已由欧美发达国家研究开发出来,在我国还是近几年才开始推广使用。铝塑复合管的结构特点是内外层为聚乙烯,中间为铝合金。聚乙烯与铝合金之间通过具有双重亲合性的热熔胶复合而成。
PCC 是综合了PLC 和工业计算机优点的新一代可编程计算机控制器, 具备各种标准的控制功
能,支持多任务分时操作系统。其硬件采用了模块化的灵活配置, 可带电插拨, 可靠性高。多处理器和智能I/ O 技术使其智能性强,使用开放式总线结构,与各种系统通信方便。提供了结构化高级语言PL2000(类似C语言) , 也可使用梯形图(LAD) , 指令表(STL) 编程。且具有强大的数据运算和处理能力。本文介绍PCC 的软、硬件特点和以PCC2005 为主站,两台PCC2003 为从站的铝塑复合管生产线自动控制系统。
2 铝塑复合管工艺流程
铝塑复合管生产工艺流程如图1 所示。内管挤出是用单螺杆挤出机, 主电机直流75 kW, 由数字式直流调速系统E590 驱动。其功能是将塑料颗粒挤成塑料管,作为铝塑复合管的内管;真空定径水槽用于塑料内管的定径和冷却;内管牵引是履带式牵引机,牵引电机是三相交流电机, 1.5 kW由变频器驱动;内管涂胶挤出机, 主电机直流55kW, 由数字式直流调速系统E590 驱动,其功能是挤出粘接铝带和塑料内管的热熔胶; 铝带开卷是输送铝塑复合管中所用铝带;铝带对接是两卷铝带头尾的对齐与焊接,以保证生产连续进行和产品可具有任意长度;焊管牵引是在包住塑料内管及涂胶层的铝带经复合成型压成管状后的牵引, 主电机是三相交流电机,3 kW, 由变频器驱动;焊接平台是将管状铝带焊接成包住塑料内管的铝管,用氩弧焊机,9.7 Kva;铝管牵引也是履带牵引机, 主电机为三相交流电机, 5.5 kW, 也是由变频器驱动;外管涂胶挤出机, 主电机为直流55 kW, 由数字式直流调速系统E590 驱动, 功能是挤出热熔胶;外管挤出机主电机为直流45 kW, 由数字式直流调速系统E590 驱动, 功能是挤出铝塑复合管的外管;成材牵引机也是履带牵引机,主电机是三相交流电机, 1.5 kW由变频器驱动;切割机是1.1 kW的三相交流电机, 不变速, 用于按订货长度分断铝塑复合管;卷绕机是用于卷取铝塑复合管的成品,主电机直流1.5 kW, 其速度给定信号来自2 # 站的模拟模块,与PCC之间没有通讯联系。
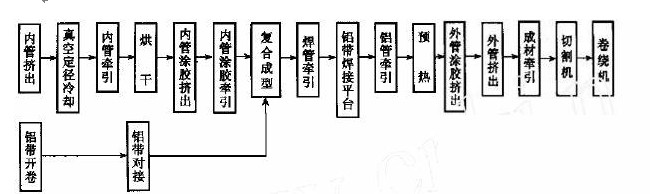
图1 铝塑复合管生产工艺流程图
3 可编程计算机控制器的特点
与工控机(IPC) 、集散控制系统(DCS) 、可编程控制器(PLC) 相比, PCC充分利用了微机、现场总线和软件等方面的先进成熟技术,采用了优秀的、具有前瞻性的设计思想, 代表了工业自动化产品的发展方向。PCC采用了高性能的16 位和32 位的CPU,使运算速度得到保证。I/ O处理器主要负责网络及系统的管理。在一个模块上有3 个处理器,它们既相互独立, 又相互关联(通过DPR) , 从而使主CPU的资源得到了合理使用, 同时又最大限度地提高了整个系统的速度。同时, PCC 在硬件上采用了高达100K~16 M的应用程序存储器(一般PLC都只有几十K) , 使其可运行较大的软件。其多任务分时操作系统, 可以将整个操作界面分成数个分别具有不同优先权的任务等级( Task Class) 。其中优先权高的任务等级,有着较短的执行周期(周期可由用户设定) 。而且每个任务等级可包含多个具体任务, 这些任务中间可以再细分优先权的高低。在这种操作系统的管理下, 优先权高的任务等级总是先被执行, 剩下的时间里可执行优先权较低的任务等级。这样使得整个控制系统得到优化, 具有较高的实时性。
PCC引入的智能分布式控制思想和现场总线技术, 使PCC具有强大的通信和网络功能。既可通过如PROFIBUS、CAN的开放式标准现场总线组成面向应用、面向未来的工业控制方案, 也提供给用户FRAME DRIVER(帧驱动器) 以方便实现与第三家产品连接通信。另外,还可以通过MODEM实现远程编程和软件维护。PCC的硬件和软件都是模块化的, 可以根据设计者的控制需要组合成具有厂家应用特点的专用控制系统, 并具有灵活的自由联网和扩展能力。PCC的智能模块内部有自己的CPU,闭环回路本身调节由智能模块自己完成。过程控制的PID调节可以达到50μs 一个回路。
4 自动控制系统的构成和功能
4. 1 系统的硬件组成
铝塑复合管生产线自动控制系统如图2 所示。选用PCC2005 作为主站, 包括电源模块PS465 ,
处理器模块和接口模块IF060。两个从站都选用PCC2003 ,包括温度输入模块,模拟量输入模块,模拟量输出模块, 数字量输入模块, 数字量输出模块。1 # 从站控制内管部分, 2 # 从站控制外管部分,主站和两个从站通过现场CAN总线实现实时通讯。运行编程平台PG2000 的编程器(可用运行Windows 操作系统的微机) 接在主站进行编程。Provit5000 用于主站的操作、显示、控制。两个Panelware2000 分别用于两个从站的显示和操作。4 台E590 直流调速系统分别驱动内管挤出、内管涂胶挤出、外管挤出、外管涂胶挤出直流电机,它们通过主站处理器模块的IF2 口以RS422 与PCC 通讯, 由PCC 统一调整控制参数和给定值。5 台变频器分别用于内管牵引、内管涂胶牵引、焊管牵引、铝管牵引和成材牵引的三相交流电动机的驱动, 它们通过主站接口模块的IF2 口以RS485 方式与PCC 通讯。
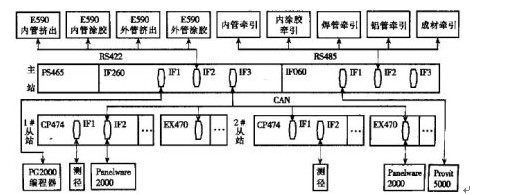
图2 铝塑复合管生产线自动控制系统框图
如表1 中对功能相同的多个输入、输出点进行了合并。从表中能清楚地看出铝塑复合管生产线的主要控制信号。
表1 1 # 、2 # 从站输入、输出控制信号
|
|
功能 |
|
功能 |
|
功能 |
|
功能 |
|
1#
站
温
度
输
入
|
内挤筒热电偶
内挤头热电偶
真空水槽热电偶
热风箱热电偶
内涂胶筒热电偶
内涂胶头热电偶
内挤筒热电偶
内挤头热电偶 |
1#
站
数
字
量
输
出 |
内挤主电机
涂胶筒加热
涂胶头加热
涂胶筒冷却
涂胶主电机
真空泵
管道泵
进水阀 |
2#
站
数
字
量
输
入 |
铝管牵引夹紧
铝管牵引放松
成材牵引夹紧
成材牵引放松
手动切割
外挤风机过载
涂胶风机过载
成材牵引过载 |
2#
站
数
字
量
输
出
|
外挤筒加热
外挤头加热
外挤筒冷却
外挤主机风机
涂胶筒加热
涂胶头加热
涂胶筒冷却
涂胶主机电源 |
|
1#
站
数
字
量
输
入 |
喷淋水槽起停
热风箱风起停
内管牵引夹紧
内管牵引放松
真空泵过载
内挤风机过载
涂胶风机过载 |
2#
站
湿
度
输
入 |
外挤筒热电偶
外挤头热电偶
外涂筒热电偶
外涂头热电偶
水浸水槽热电偶
强热风箱热电偶 |
2#
站
数
字
量
输
入 |
前进限位
切断检测
翻转置位
翻转复位
水浸水槽过载
铝管牵引过载
焊接电流 |
2#
站
数
字
量
输
出 |
焊接电流
废边卷起
铝管牵引电源
铝管牵引夹紧
铝管牵引放松
成材牵引电源
成材牵引夹紧 |
|
1#
站
数
字
量
输
出 |
热风箱风机
内牵引电机
热风箱加热
超温报警
内挤筒加热
内挤头加热
内挤筒冷却 |
2#
站
模
拟
量
输
入 |
卷绕转速
卷绕转柜
张力传感器
焊接电流
|
2#
站
模
拟
量
输
出 |
卷绕转速给定
卷绕转矩给定
焊接电流
|
2#
站
数
字
量
输
出 |
成材牵引放松
吹干风机
卷绕电机
翻转阀
强热烘箱
自动工作
|
4. 2 系统的软件设计
用PCC 编制用户程序相对于传统的PLC 编程的一个显著的优点是它的多任务处理能力。它非常适合于控制功能复杂、对实时性要求高的铝塑复合管生产线。基于CPU上分时多任务操作系统和PG2000 编程软件包所提供的灵活多样的支持, 整个系统的控制程序采用PL2000 高级语言和LAD(梯形图) 混合编制,根据其不同功能编出独立的程序块,并按实时性要求设定优先级。铝塑复合管生产线的主要任务(应用程序模块) 及编程要点为:
(1) 牵引速度的控制与协调
牵引速度的控制在铝塑复合管生产中是至关重要的。它直接影响挤出的管材尺寸和焊接质量。如牵引速度太慢,焊头在铝带上停留的时间长,易将铝带焊穿;如牵引速度太快, 焊接速度跟不上, 则焊不牢。牵引速度还要与挤出速度相匹配,如牵引速度过大,管子表面会出现竹节现象;牵引速度过低则会出现管材直径过大而超差。
系统中牵引速度是根据焊接速度、挤出速度按一定的公式计算出速度给定值,通过主站接口模块的IF2 口, 以RS485 的通信方式送到各变频器的,并在软件中将设定速度与实际速度进行比较,形成速度闭环控制。
(2) 温度的控制
挤出温度、模具温度以及预热、冷却温度直接影响成品管的表面质量。系统中,温度采用集中控制,可以直接在人机界面上显示实际温度和设定温度, 从而对加热、冷却单元进行监控处理和对超温和低温进行报警。在软件中还采取了自学习功能, 即自动记录不同时段、不同原料、不同模具下系统所需的参数,存放于PCC的数据模块中。软件可以自动计算出不同温控所需的PID参数,温度控制精度可达±1°C。
(3) 挤出量控制
挤出量是由PCC 主站处理器上的通信端口IF2 , 以RS422 与E590 直流传动系统通信, 调节直
流电机的转速(即挤出机螺杆的转速) 来调整的。挤出量是按管径和牵引速度用公式计算出来的,以内外管径符合标准、表面光洁为宜。
(4) 通信程序
在铝塑复合管的应用程序中,通信程序是很关键的。在PCC 主站和从站之间,主站和挤出机的直流调速系统,主站与牵引机的变频器都是靠通信进行数据交换的。主站和从站之间通过CAN 总线实现通信。CAN 总线是性能价格比很好的一种控制总线。为方便用户实现CAN BUS , PCC 产品提供支持CAN BUS 的硬件模块并自带CAN接口。因此,很容易实现CAN BUS 物理连接, 并通过简单参数设置实现PCC 系列产品之间的通信。
传统的PLC其可扩展性和开放性都较差,尤其是引入第三方设备和应用多种通信规约时, 就显得更困难。帧驱动器是为实现与第三方设备之间进行通信而设计的软件工具箱。通常的数据通信,用户必须对端口的细节了解很清楚, 才能通过编程对接口各管脚进行操作。而帧驱动器将这些操作集中起来, 用户不必知道接口的细节, 就可通过帧驱动器命令直接传输读写数据。如发送数据时, 向帧驱动器申请一个缓冲区, 然后将要发送的数据写入申请得到的缓冲区中,命令帧驱动器传输数据。
发送数据时先使用如下函数:
FRM_Xopen(enable , adr(device) , adr(mode) , adr(config) ,status ,ident );初始化
FRM_gbuf(enable ,ident ,status ,buffer ,buflng);申请写缓存区
接收数据的过程基本相反。先使用如下函数:
FRM_read(enable ,ident ,status ,buffer ,buflng);读数据并放在读缓存区
由上可以看出, 这比传统的PLC 编写与第三方的通信程序要方便得多。
5 结语
基于可编程计算机控制器的铝塑复合管生产线自动化程度高,控制复杂。PCC 的多任务操作系统提高了实时性,开放式CAN总线保证了主、从站之间信息流的畅通。主站与直流调速系统、变频器以通讯的方式结合起来, 实时修改控制参数, 提高了生产线的自动化程度。这套系统投产两年来运行稳定、维护方便、安全可靠。
参考文献:
[1]齐蓉. 最新可编程控制器教程[M] . 西安:西北工业大学出版社,2000.
作者: 周立求(1960,男,汉族,湖北黄梅人,硕士,现为华中科技大学在职博士研究生,黄石高等专科学校自动化系主任,副教授,主要研究方向为工厂自动化产品及应用、电机控制)
(黄石高等专科学校自动化系, 湖北黄石435003)