在希腊语中ACOPOS有轻而易举的意思。贝加莱(B&R)公司用它来为新一代的伺服系统命名,因为该系统已经集成在B&R Automation Studio(TM)开发系统中。
前言
紧凑的外形尺寸和卓越的性能是对现代伺服驱动器的重要要求。贝加莱驱动系统在与所选电机完美匹配的同时亦能兼顾机械性能的要求。对于需要卓越动态性能和定位精度的应用,ACOPOS系列也有非常适合的同步伺服电机。高能磁路和拥有专利权的线圈排布方式确保了结构的紧凑性。贝加莱可编程控制器(PCC)系统和伺服控制(ACOPOS)系统在啤酒包装生产线上的应用完全能够满足膜包机所有电机的基本运动控制和它们之间的同步运动控制。
系统的配置与方案
一般的,膜包机可以由主驱动、进瓶、分瓶、送纸板、送切膜和热通道六个部分组成。按照不同的设计思想,各个厂家生产的膜包机的机械结构不尽相同,所选择的可编程控制系统以及伺服控制系统也不一样。本文将以国内某知名膜包机为例,介绍贝加莱可编程控制器(PCC)系统和伺服控制(ACOPOS)系统在其中为电气控制部分的应用。
1.膜包机的硬件机构
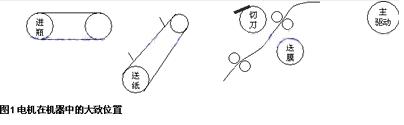
拥有同步电子齿轮、电子凸轮的伺服控制系统早已经取代繁的机械凸轮机构,可以比较容易的按照设计者的要求实现运动对象之间的同步关系。膜包机的几个运动机构就是使用了伺服电机作为驱动轴,完成了从进瓶、送纸板到送切膜的任务。使用一台伺服电机的主驱动会作为其他几根轴的同步对象,所有的角度相位关系也都根据主驱动电机而定。图1为五个电机在机器中的大致位置。
2.控制系统
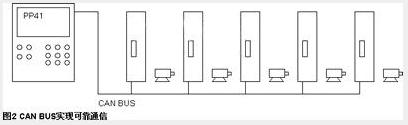
使用贝加莱的伺服控制系统完全能够满足膜包机所有电机的基本运动控制和它们之间的同步运动控制。集成了包装过程中的逻辑控制并带有显示功能的人机面板PP41,一方面可以通过参数的输入给运动控制部分传达命令以及运动特征参数,另一方面可以及时反馈当前机器的运行状况和报警状态。
(1) 现场总线(CAN BUS)
CAN总线具有强有力的错误检测能力及差分驱动功能,在强噪声十分苛刻的环境中仍运行良好,因此,在传媒传输和线路设计方面,CAN总线可以很容易的适合大多数应用场合。
通过现场总线(CAN BUS)的连接,人机面板(PP41)和各个伺服控制器之间的通信变得十分可靠,尤其为伺服运动控制系统中的在线修改同步特征参数提供了保证 (图2)。
(2) 基本运动控制
贝加莱的伺服运动控制系统(ACOPOS SERVO)采用了面向对象型的控制方式。在贝加莱开发平台Automation Studio中使用高级语言(Basic 或者 C),只要针对一个伺服控制器创建一个运动对象(Axis Object)后,就可以利用创建的指针完成对电机不同的运动控制。
膜包机的各个电机的单独调试与寻参、主驱动的起停、以及分瓶电机的配合都会用到基本运动控制。这样的控制方式目标明确,便于控制程序的编写。
(3) 同步运动控制
同步运动控制是根据一定的数学模型,一个伺服电机相对于另一个伺服电机要完成一定的运动轨迹所作的控制,也就是通常所说的电子齿轮和电子凸轮的概念。
对于ACOPOS SERVO来说,参与同步的两台伺服电机具有主从关系。膜包机的同步运动控制一般是在位置上的同步。在CAN总线上,主轴会把当前的位置信息以一定的微小间隔时间传送至CAN网络上,而参与同步的从轴也会实时地取得这些信息,再实时地根据数学模型计算出当前从轴要走的位置,并且运行当前的轨迹。
通过数学模型,我们可以得到从轴相对于主轴的轮廓关系(Profiler)。这些轮廓的特征参数在电机参与同步之前要下载到伺服控制器中。PP41会利用CAN总线完成参数的下载任务。ACOPOS SERVO可以一次设定11组轮廓关系,使用事件(Event)的方式,使从轴可以在设定的轮廓关系组中按照运动的需要方便的跳转。事件的触发可以有很多种,可以使用PP41向下发送4个SIGNAL信息,也可以是伺服控制器上的2个触发信息。因此,我们可以把主从的轮廓关系按照一定的要求分解成几个阶段(State),通过阶段之间的跳转,可以完成不同阶段的同步要求。
在膜包机中,送膜电机在接收到送膜信号后,当主电机再运行到一定相位时开始同步运动,直至主电机完成一个周期,送膜电机也完成一次送膜任务。我们可以分成3个阶段,即送膜电机等待送膜信号、主电机到达送膜起始相位,以及跟着主电机完成一次送膜任务。送膜时,要根据先慢后快的原则,最后一个阶段还可以再次细分成几个阶段。
(4) 虚轴概念
在ACOPOS SERVO中,针对每一个伺服电机而创建的运动对象都具有一个虚拟的轴,也就是虚轴。这个虚轴和实轴一样,一方面能够作为从轴,跟着主轴完成同步轨迹,另一方面还能够作为主轴,让其他从轴参与同步。由于虚轴概念的引入,使得一个伺服电机也能够和自己的虚轴发生同步关系。
如果在送膜电机和主电机之间加一个主虚轴,那么可以把等待送膜信号、等待主电机的起始相位、与主电机完成一个周期这3个阶段的轮廓关系加在主虚轴上。送膜电机可以与主虚轴同步,完成先慢后快的几个阶段的同步任务。这样,可以在主电机不运动的情况下,让虚轴走一个周期,送膜电机就能够完成一次送膜任务,也就是手动送膜一次,便于一开始送膜位置的前后调整。
控制过程中的功能实现
ACOPOS SERVO在膜包机中要完成的任务是:驱动推瓶杆和挑膜杆、送纸板、送切膜和分瓶。其中发生同步关系的任务有送纸板、送膜和切膜。图3示意了几个轴之间的主从关系,箭头左边为主,右边为从。送瓶电机虽然没有参与同步,但是在分瓶过程中,它和压板、挡板都是以主电机的相位角度作为依据,执行着相互关联的起停,共同完成分瓶任务。

1.白膜的送切
送膜和切膜是膜包机中最重要的环节,也是控制过程中最困难的部分,尤其是送膜。
根据工艺的要求,当送膜起动后的开始阶段,出膜的速度应该和待包的一组瓶的速度保持一致,压在纸板下膜的部分应该是预先设定的长度,而且不能够发生卷曲。剩下的几个阶段要快速出膜,以保证挑膜杆能够不受阻碍地将后面的薄膜挑出。挑膜的这几个阶段的速度一定也要控制的适当,过快会导致薄膜曲皱,过慢会引起挑膜杆受阻。无论是几个阶段,也不管中间出膜的速度快慢,最终一定要保证主电机在执行一个周期后,送膜电机也要正好完成一次送膜。也就是送膜电机和主电机的一次同步。
在切膜机构上,不同的厂家设计的也不一样。目前有两种机构采用的较多,一种是在送膜电机轴上采用电磁离合器吸合一个切刀绑定后旋转一圈;另外一种是把切刀作为一个独立的电机轴和送膜电机轴保持同步。切膜值得重视的是切刀旋转切膜的瞬间线速度应该大于薄膜被切点的线速度,否则薄膜可能会刮坏、切不断,甚至造成切刀齿崩坏。科时敏公司的膜包机采用独立的切刀电机轴,和送膜电机参与同步的切刀可以更直接的调整同步时几个同步阶段的快慢,保证了每次切膜的位置精度,同时还可以参与彩膜控制。
白膜的送切还应该注意一个很重要的问题:不同裹包速度下的膜长控制。为了保证送膜后膜辊筒不再因为惯性而继续出膜,都会在膜辊筒旁边加上刹车装置。受了刹车装置的拉拽因素的影响,再加上送膜辊筒的摩擦因素,使得实际的膜长在不同的裹包速度下会有变化。换句话说就是如果送膜电机的一次送膜量不变,那么,随着裹包速度的增加,实际的送膜长度会越来越短。因此,我们需要增加一个不同裹包速度的送膜补偿量。
2.分瓶
分瓶控制在膜包机中,一直都是一个不可忽视的问题,分瓶装置的分瓶好坏直接会影响后面的裹包速度,从而影响整个生产线的速度。目前,分瓶装置也有两种机构采用的较多,一种是使用两个电机轴,与主电机保持一快一慢的同步关系;另外一种是使用压板、挡板和进瓶电机轴根据主电机的相位相互配合的启停。第二种方式的分瓶装置阻止了倒瓶现象,提高了分瓶速度。
3.入口进瓶与热通道出瓶
除了送切膜和分瓶,入口进瓶与热通道出瓶也不能降低控制要求。入口和热通道分别都应该配置一个变频器,平稳的控制进出瓶的输送。根据工艺的要求,入口输送带与热通道输送带的速度应该和主电机保持一个比例关系。这样可以保证主电机、入口输送、分瓶、热通道输送作到一个基本同步。入口输送的快慢控制着瓶之间的松紧,从而对分瓶的好坏产生影响。热通道输送的快慢加上温度的高低也会使裹包后的膜收缩程度不同。因此,前后输送的同步配合也是一个需要考虑的因素。
彩膜送切的探讨
白膜没有位置的限制,可以从任何一个位置开始,只要保证每次送切的膜长一致就可以。相比之下,彩膜送切的位置与膜长所要求的精度高很多。除了薄膜长度以外,送切后彩膜的图案对称度也是一个检验的标准。一般地,印制出来的彩膜都会在两段对称图案的后面留有一个空白段,是待切部分。每一个空白待切部分的薄膜边缘都会有一个黑色的一小块色标印记(Print)。利用一个光电传感器可以在送膜过程中捕获这一个印记,从而让伺服控制器得到这个信息。工艺上要求,印记一旦被检测到,送膜电机会完成一段位移,然后开始切膜。如果送膜电机一直以一定的速度运动,那么,切膜电机从检测到印记与送膜电机同步到最后完成切膜应该是容易控制的。但是,送膜电机仍然需要和主电机保持同步,完成先慢后快的轨迹。当然,匀速送切彩膜方式可以用作第一次的手动校准。因此,本次在科时敏的膜包机中采用了一种动态控制送膜长度的方法来控制彩膜的送切,达到了一定的工艺要求。其实,彩膜的送切应该还有其他很好的方法值得研究,国外的先进经验也是值得借鉴的。
结束语
热收缩薄膜包装机在整个啤酒生产线中是最后一个环节,也是影响最终啤酒产量的一个重要因素。国内的啤酒生产厂家也是最近一两年才开始使用国产的膜包机。因此,无论从机械、电气,还是到整个系统的控制,都还有一定的有效升级空间。