虽然全球经济仍旧没有彻底摆脱危机的影响,但是随着中央鼓励刺激经济发展的四万亿政府投资以及中央扩大内需等经济政策的有效实行,中国经济实现了触底V型反弹,尤其是民生行业,如牙膏、香皂、化妆品等生产制造企业,市场需求逐渐旺盛,化妆品厂家也要抓住时机,加紧引进设备,逐步恢复或者扩大生产,以满足市场需求。目前,化妆品灌装生产设备的自动化程度愈来愈高,根据产品加工工艺不同,会应用到不同种类的工业自动化产品,如人机界面、PLC、变频器、伺服系统、编码器、温控仪表等各类产品。本文论述的化妆品灌装机就是一个很好的台达自动化产品整合应用案例。
化妆品灌装设备可以实现自动进管、灌装、封管、切尾、吹屑等一系列生产工艺动作,生产效率较高,可达100支/分钟,产品为洁面乳液。更换料杯和灌装头等组件,还可以生产其他类型的产品,如牙膏、洗发水等日用品。控制系统技术方案配置见表1。

表1仅仅罗列出了控制系统主要电气元件,此外还包括低压电器(低压断路器、交流接触器、中间继电器、主令按钮、指示灯等)、位置传感器(光电传感器、色标识别传感器、行程开关等),此处不予赘述。
控制系统技术方案如图1所示。

图1 控制系统技术方案
设备采用台达DOP-A系列10.4寸人机界面作为上位机,可以设定和显示设备运行动作和工艺参数,主控器采用台达Slim系列PLC,12SC11T PLC具有高速脉冲输入和高速脉冲输出功能,可以采集主轴旋转编码器AB相脉冲信号,通过PLC程序处理换算为主轴旋转速度值,脉冲信号值还是设备其他工艺动作关键的时域变化参考量值。二轴高速脉冲输出同时驱动二套伺服系统,实现待灌装管体快速旋转,色标传感器检测到管体尾端标志后,伺服驱动器立即停止,从而实现了光电定位动作。通过调整主轴旋转变频器的运行频率,可以改变设备主凸轮轴的转速,从而改变设备产品加工效率。
下面根据人机界面画面程序,介绍设备各种工艺动作。
调试设备,首先要设定好主机时域参数,这些参数决定了相关工艺动作的时序以及起止,所谓主机时域参数,是根据主凸轮轴轴端编码器旋转一周产生的脉冲数,PLC采用二倍频AB相计数,编码器1000线,那么主凸轮轴旋转一周脉冲数为2000,当系统检测到零位开关信号后,计数值清零,重新测量下一周的脉冲数,以此类推。在每周0~2000的数字范围内,划分了若干个小的区段,定义为主机时域参数,PLC程序根据不同时域范围,以便执行不同的工艺动作。时域参数设定画面如图2所示。

图2 时域参数设定画面
设备调试完成后,用户进入操作画面,启动设备主轴旋转,设备自动进行进管、灌装、封尾、切尾、吹屑等加工动作,实现化妆品灌装封装等工艺。画面如图3所示。

图3 操作画面
首先设定变频器运行频率,按下启动按钮,主轴料杯轮盘开始选装,根据设定的时域参数,依次进行多个工位动作,首先进管动作,空管装入料杯中(模具),下一步进行检管,也就是检测料杯是否装入空管,下一步进行光电定位,确认空管方向,保证封尾时,管体正反面文字对称,定位完成后进入灌装工位,灌装完毕后,进入封尾工位,安装前面的光标检测定位位置,进行高位热塑封管,然后切处管尾,最后吹屑工位,清理干净后人工装箱。
设备出现故障问题后,弹出报警画面,提示操作人员检查相关部分,如图4所示。
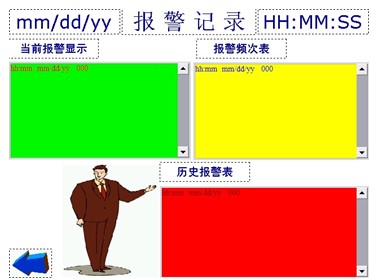
图4 报警画面
生产管理画面可以显示一个工作日内三个生产班次的产量信息,分别统计显示班产量、日产量,以及近三天内的产量,有效地提供个生产管理者控制生产进度和产量。人机画面程序如图5所示。
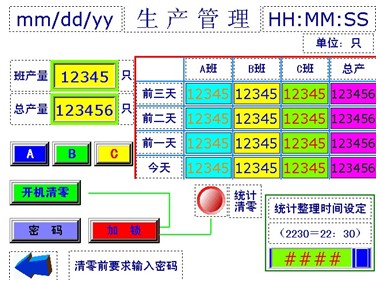
图5 生产管理画面
PLC控制程序通过COM2口通讯程序,RS485通讯方式,传送人机界面设定的频率指令和运转指令,实现通讯控制变频器运行,提高了设备自动控制水平。值得一提的是,PLC控制程序巧用SFTL指令,将设备相关连续的工位工件状态信息依次传递给后续工位,以便执行相应的工艺动作,事实验证,程序简便而且满足设备技术要求。比客户之前应用的程序要稳定可靠。
根据客户设备技术要求,中达电通可以提供给客户成熟可靠的系统控制方案,凭借着台达成熟可靠的自动化产品,再加上提供给客户完善的现场调试等技术服务,化妆品灌装设备获得了成功开发,而且为客户解决了设备急于出厂的关键问题,调试成功后,客户比较认可台达产品和服务,后续其他类型的灌装设备都将采用台达自动化产品作为首选品牌。实践再次证明,中达电通是设备制造OEM客户良好的合作伙伴。
作者简介:
孙承志,男,出生于1979年10月,毕业于吉林化工学院,工业自动化专业,现任中达电通股份有限公司高级应用工程师,主要从事台达全系列自动化产品技术支持、售前技术培训、根据行业和设备特点提供整合应用技术方案、帮助客户编程调试,有着丰富的现场经验。