1 控制系统的组成
台达伺服:ASD-A2023MA两台,ASD-B0123MA一台,ASD-B04123MA一台;
台达变频器:VFD00212LA;
台达PLC: DVP28SV两台,DVP16SP一台;
台达人机: DOP-A57THTD一台;
台达电源: DTC1000一台。
2 工作原理及控制要求
(1)DVP28SV具有4路高速脉冲输出(200kHz),两轴插补指令,并具有16k Steps的程序内存,可连接SA/SX/SC/SS/SV全系列扩展机,包含数字输入/输出(最大输入/输出扩充点数可达512点),模拟模块(A/D、D/A转换及温控单元)及新型高速扩充等各类机型,可满足各种应用场合,并且体积小,安装容易;
(2)利用台达ASD-A2023MA伺服整定时间低于1ms,速度频宽达450Hz,低速运转特性好,在1rpm 速度命令下,一整圈的实际误差最多只有0.5%,空载从-3000rpm~3000rpm的加速时间10ms的高速DSP性能实现高速控制;
(3)两台ASD-A2023MA伺服是分别用来控制切割机的放线和收线,一台ASD-B0123MA伺服控制收线时绕线的来回摆动,另一台ASD-B0123MA控制机台送料的垂直升降,要求切割机收放线转子运动的速度同步,满足高速切割的要求,通过PLC及侍服达到控制要求;
(4)变频器主要用来控制排线电机及冷却液电机运行速度,保持该设备恒速稳定运行。
3 硬件框架图
PLC控制点位系统接线图如图1所示。
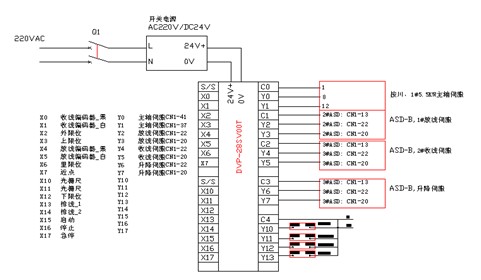
图1 PLC控制点位系统接线图
主轴侍服控制接线图如图2所示。
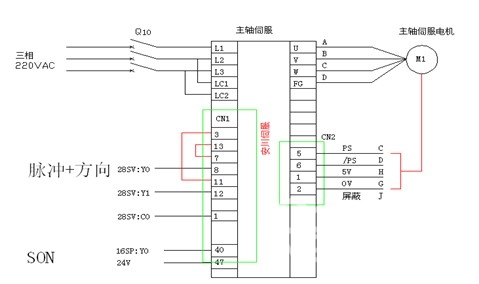
图2 主轴侍服控制接线图
放线侍服控制系统接线图如图3所示。

图3 放线侍服控制系统接线图
收线侍服控制系统接线图如图4所示。

图4 收线侍服控制系统接线图
升降侍服控制系统接线图如图5所示。
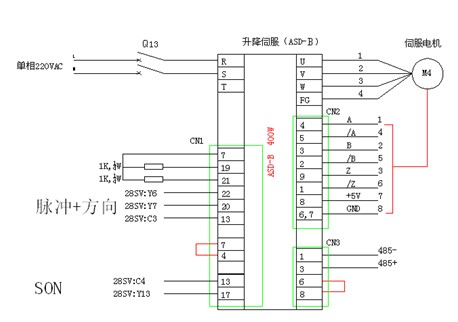
图5 升降侍服控制系统接线图
动力控制系统接线图如图6所示。

图6 动力控制系统接线图
4 系统特点及功能
(1)晶体管输出模块的选用,能提高整个系统的响应性能,且对频繁动作的机器寿命有保障;
(2)非常友好的人机界面,操作简单易学;机器出现故障,有报警信息弹出;
(3)整个系统排列紧凑,省去很多继电器与按键,用户维护起来简单、方便;
(4)B系列变频器的选用,保证主轴在高速和低速时都能正常运转。
5 主要参数计算
伺服进给频率(Hz)= 进给设定速度(mm/s)/丝杆螺距(mm)*10000*电子齿轮比
变频器运转频率(Hz)= 设定速度(转/分)*5000(Hz)/480(转/分)
6 主要参数
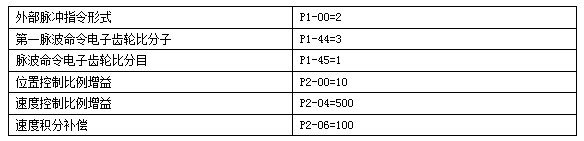
主要参数设置如表1、表2所示。
表1 变频器参数设置
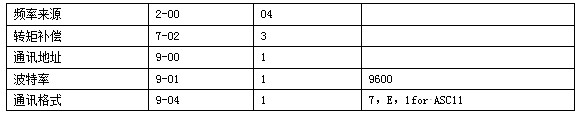
表2 伺服参数设置
7 结论
经过实际测试,以上控制方案已成功实现晶振切割机控制工艺方面的要求,达到切割速度高、精度好,整机已经得到客户的认可。通过与使用国外知名品牌元件的控制设备相比,在保证性能上一致的前提下,加工效率比其提高1/3,成本上也有大幅降低。
作者简介:
王志荣:出生于1979年9月26号,毕业于江西理工大数控技术专业,08年进入中达电通股份有限公司从事应用工程师一职,主要负责产品的技术应用工作,现任中达电通股份有限公司高级销售工程师,主要从事产品市场推广及渠道管理等工作,具有丰富的技术应用及市场销售管理经验。