1 引 言
金属切削原理是研究金属切削加工规律的一门技术科学。金属材料的切削加工是用硬度高于工件材料的刀具在工件上切去一部分金属,从而得到满足要求的形状精度、尺寸精度和表面质量[1,2]。研究金属切削加工规律对于提高产品质量和生产效率至关重要,故此金属切削原理是全国高校所有机械类专业基础课的必修内容。
金属切削过程可理解为切削层金属(工件上要被切去的金属层)受刀具的推挤后产生塑性变形,从工件上分离下来形成切屑的过程。切削层金属的变形是刀具给予力作用的结果,这个力就是切削力,它是金属切削过程中重要现象之一[1-4]。影响切削力的因素有很多,切削速度对其影响有着较为特殊的规律。传统的实验中,切削速度受工件直径的影响,导致实验效果不明显,甚至不理想。
本文拟采用变频器实现机床主轴的无级调速,进而是切削速度也能无级变化,从而使每次实验都能得到较为理想的实验效果。
2切削速度对切削力的影响规律
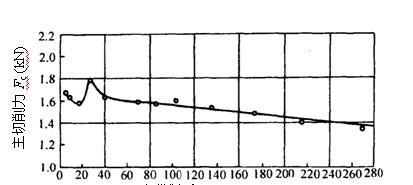
切削脆性金属材料时(如灰铸铁、铅黄铜等),切屑呈崩碎状,塑性变形小,刀-屑摩擦小,故切削速度对切削力的影响不大。但切削塑性金属材料时(如45 钢、球墨铸铁等),切削速度对切削力的影响如图1所示。一般地,切削力分为x,y,z方向的3个分力,其中z方向的分力为主切削力,用Fc表示。由图1可看出,Fc随切削速度vc的升高,呈现“减-增-减”的趋势,Fc-vc的这种关系又称为“驼峰曲线”,这主要是受积屑瘤的影响所致。塑性材料切削中,在 vc不高而又能形成连续切屑时,刀具切削刃附近常常粘着一块剖面呈三角形的硬块,称为积屑瘤,其高度Hb受vc影响,Hb越高,使得实际前角越大,导致切削力越小。vc<20m/min时,随vc的升高,Hb逐渐升高,使Fc逐渐减小,在vc=20m/min附近,Hb升至最高,使Fc出现极小值;在20m/min <vc<30m/min时,随vc的升高,Hb逐渐减低,使Fc逐渐增大,在vc=30m/min附近,Hb逐渐减低至零,即积屑瘤消失,使 Fc出现极大值;而后在vc>30m/min时,随vc的升高,再无积屑瘤出现,Fc缓慢减小。
3实验中的问题
一般通过车削实验得到图1中的曲线,但车削中vc由式(1)计算而得。
 (1)
(1)
式中 d——工件直径(mm);
n——主轴转速(r/min)。
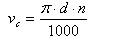
由式(1)可知,实验中d越来越小,使vc受到影响,工件直径不能过小,否则会因刚度不足而产生振动。n是在机床上通过转速手柄调节传动齿轮实现的一系列转速。例如CA6140车床主轴有10、12.5、16、20、25、32、40、50、63、80、100、125、160、200、250、 320、400、450、500、560、710、900、1120及1400 r/min共24级转速。而驼峰曲线中的极值点只出现在vc<40~50m/min的情况下。图2给出了工件直径对切削速度的影响。不难看出,受工件直径影响,齿轮配合的有级调速时,当20m/min <vc<50m/min时,只有4~5个数据点,不容易恰好得到“驼峰”中的极值点。故此需要对机床主轴进行无级调速,使切削速度连续变化,从而得到驼峰曲线中的极值点。
4用变频器实现机床主轴的无级调速
4.1 变频器调速的电气控制
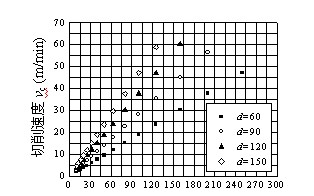
为了能够使vc连续变化,即主轴转速无级变化,采用台达VDF075V43A型变频器对CA6140车床主电机进行无级调速。图3给出了变频器调速的电气控制接线图。需要无级调速时,由按钮SBB闭合接触器KMH和KMB(KMY断开);不需无级调速时,由按钮SBY闭合接触器KMY (KMH和KMB断开),这样一机两用。实际应用时,还必须对变频器的参数进行必要调整[5]。电机的启动和停止由按钮SB控制,运转频率由滑动变阻器R 给定,设定范围是0~50Hz。
4.2 变频调速后的切削速度
主电机实现了无级调速,主轴转速仍可通过转速手柄改变,故变频调速后,主轴转速由主电机工作频率和转速手柄共同决定,对于CA6140车床,可推导出频率与切削速度间的关系式
 (2)
(2)
式中 nγ——变频后主轴转速(r/min);
γ ——变频器频率(Hz),已设定为0~50Hz;
n0 ——车床主轴箱转速手柄所指转速(r/min)。
若d=100mm,n0 =400r/min,则根据式(2)可知,切削速度可在0~125.6 m/ min的范围内无级变化,能够满足实验要求。
5 实验系统及效果对比
5.1 实验系统
图4给出了CA6140车床变频调速测切削力的实验系统。为了方便观察和操作,将变频器的数字操作器、按钮及滑动变阻器等安装在配做的控制面板上。用 Kistler9257A型测力仪、5807A型电荷放大器及计算机数据采集系统测量切削力。

5.2 实验效果对比
实验所用工件材料为45钢圆棒料(正火,180HBS),实验时直径d=82mm,选择n0 =900r/min,由式(2)可知vc能在0~232m/min的范围内无级变化。若用转速手柄调节主轴转速,vc可得到2.57~232m/min中的22点,但根据式(1)计算可知20~50m/min之间只有5点。实验所刀具为YT15可转位外圆车刀,γo=14o, αo=αo′=6o,κr=75o, κr′=15o, λs= -6o, rε=0.4mm。切削用量为ap=1mm,f=0.1mm/r。
实验先采用转速手柄调节主轴转速,测得2.57~232m/min中的22个切削速度时的主切削力,经数据处理得到有级调速时的Fc-vc关系曲线。而后采用变频器无级调速,使vc从2.57m/min连续升高至232m/min,直接可得到无级调速时的Fc-vc关系曲线。图5给出了实验效果对比情况。
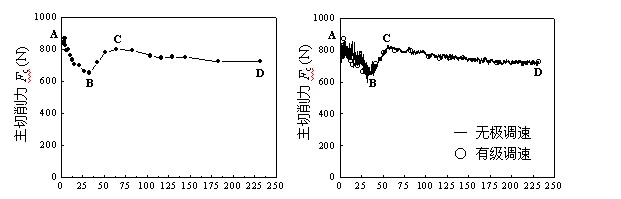
由图5 a)可知,驼峰曲线中的极小值点B出现在vc=30min/min附近,较明显,但极大值点C并不明显,应在vc=50-75min/min之间。由图5 b)不难看出,极小值点B也在vc=30min/min附近,而极大值点C则出现在有级调速时的2点之间,从而说明了无级调速可以清晰完整地得到切削力与切削速度的驼峰曲线。
除此之外,由图5 b)还可知,电机和齿轮在低速运转时,略有振动,加之,积屑瘤周期性的产生和脱落,综合原因导致A-B段切削力信号波动较大;B-C段,电机和齿轮运转速度提高,振动减小,积屑瘤逐渐消失,使切削力信号波动减小。
6结论
(1) 为了得到切削速度连续变化时切削力的驼峰曲线,采用台达变频器对机床主电机进行无级调速,设计了附加控制电路,易于变频器的进入和退出,使用变频器后,主轴转速由电机工作频率和调速手柄共同决定;
(2) 无级调速可使切削速度不受工件直径变化的影响,经实验对比,无级调速时可以清晰完整地得到切削力与切削速度的驼峰曲线;
(3) 采用变频器对机床主电机进行无级调速,还能在刀具磨损实验中保持切削速度恒定,扩大了应用范围。