1.引言
注塑机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,能一次成型外型复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用于国防、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。在塑料工业迅速发展的今天,注塑机的生产总数占整个塑料成型设备的20%-30%,是目前塑料机械中增长最快、生产数量最多的机种之一。
2.注塑机概述
注塑成型机是利用塑胶的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力和剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。其工艺如图1所示。
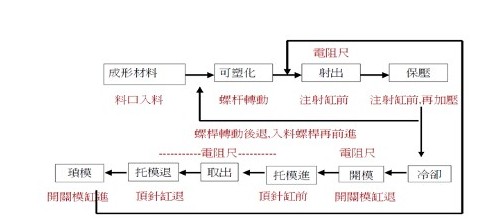
图1 注塑机工艺流程图
图1中传统的注塑机系统中保压与冷却工艺是最为耗电的,其原因在于传统的注塑机是靠溢出阀和流量阀来控制注塑机系统的压力和流量的,而油泵马达则一直是工频运转,在保压和冷却时,其并不需要马达的运转,只需要保证需要的压力或根本无需压力输出。测试马达若一直运转,虽然靠溢出阀和流量阀能够让系统的压力值达到所需数值,但是马达消耗的不必要电能很多。因此,目前注塑机系统的主流技术为油电混合型,即通过变频器来控制马达的转速,上位机下达的压力和流量命令直接进入变频器内,完成压力和流量的闭环控制,保证压力和流量的同时,减少不必要的电能消耗。通过大量的实践证明,采用油电混合的注塑机系统较传统的纯油压的注塑机系统要省电50%以上。如图2所示。

图2油电混合与纯油压注塑机系统耗电状况对比
传统注塑机的系统结构如图3所示。上位机通过控制溢出阀和流量控制阀来保证系统的压力和流量给定,采用油电混合方式的注塑机系统则完全可以省去溢出阀和流量控制阀,而通过上位机控制变频器去实现压力和流量控制。
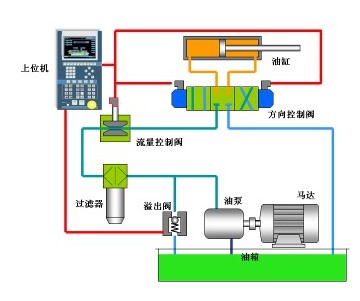
图3纯油压注塑机系统结构图
图4是基于台达HES注塑机系统的油电混合注塑机系统结构图,上位机将压力和流量命令直接交给台达油电混合伺服驱动器,驱动器将会自行进行压力和流量的闭环控制。

图4油电混合注塑机系统结构图
3.台达油电混合注塑机系统方案
3.1台达注塑机PQC控制思想
图4中已经将基于HES的台达油电混合注塑机系统展示了出来,所谓HES是由台达VJ驱动器(台达油电伺服驱动器)、台达伺服马达、配套的内齿轮泵和压力传感器组成的一套系统,其核心部分是VJ驱动器。该驱动器只所以称为油电混合伺服驱动器,首先是因为其可以驱动同步马达,具备伺服控制特性;此外VJ具备PQC控制模式,即压力与流量闭环控制,从而能够实现系统压力和流量的回授运行,不但能够节省电能,还能保证上位机的压力与流量命令得到执行。基于VJ驱动器的PQC控制框图如图5所示。
图5中,液压控制系统即是PQC控制,其思想为压力命令与压力回授进行闭环PI控制调节,同时流量命令作为压力PI控制的输出限制,从而利用压力PI闭环的快速性,控制系统压力跟随压力命令,并保证系统流量控制在流量命令之内。这是充分利用流量与频率对应,压力与转矩对应的关系。
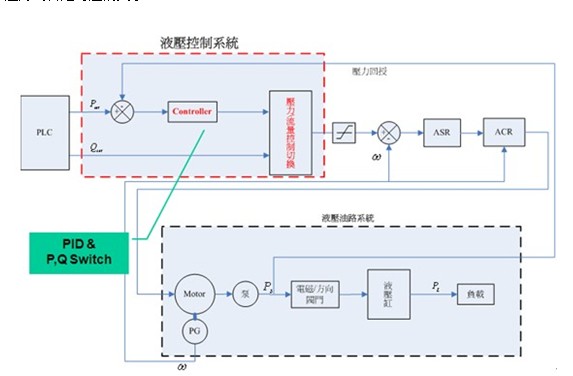
图5 PQC控制框图
3.2基于C2000内部PLC的注塑机方案
VJ驱动器作为注塑机专用驱动器,内置PQC控制环,可以简单有效地进行注塑机系统压力和流量控制。但是由于注塑机客户应用要求的高低不同,并不是所有客户都指定需要专用驱动器进行马达驱动。尽管专用驱动器具备驱动精确、节能明显等特点,但是价格的考虑使得客户更愿选择比较经济的方案。
台达C2000通用型变频器可以满足这类客户的需求。C2000不仅具备同步马达驱动能力,同时还内置了PLC功能,即可以进行一定范围内的PLC程序编译,这为C2000进行注塑机应用提供了可行的条件。考虑到C2000并没有VJ所具有的PQC控制环,因此必须通过内部PLC来进行程序编辑以实现PQC控制环。
先将图5的控制思想简化如图6。从图6中可以看出,压力输入对于C2000来说只是0~10V的模拟量,压力回授同样对于C2000来说也只是0~10V模拟量,其流量命令也是0~10V的模拟量,这样C2000的ACI、AVI、AUI三路模拟量输入通道可以分别对应,并且通过内部PLC的模拟量PID指令,进行压力闭环PI控制程序编写,再将流量命令的输入模拟量转换为频率命令,并写入模拟量PI输出限制参数内,完成功能的实现。

图6 PQC等效控制
再将图6结合C2000的模拟量通道变为如图7所示的PQC控制。根据图7的思想进行C2000内部PLC程序编写,主要的指令为FPID与FREQ两个,其中FPID指令已经将PID回授与对应的频率进行了自动的变换,例如若01-00=50Hz,那么PID回授AVI=5V,变频器会自动将此事的PID回授看为25Hz。但是FREQ则没有这样的功能,其只是简单的将频率命令以0.01的单位进行输出,因此,ACI输入数值后,变频器内部PLC需要将其数值进行必要的转换,变成对应的频率值。
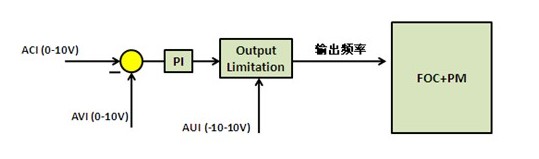
图7 基于C2000模拟量通道的PQC控制
以01-00=50Hz为例,ACI输入与对应的频率值关系从图8中看以看出,这是一个线性方程的关系,可以推算ACI=5*F-Value/10。同理,AUI作为流量输入,其模拟量与对应的频率值的关系也是相似的,只不过AUI对应之频率值需要作为模拟PID的输出限制而已,ACI与AUI对应频率值计算的PLC程序如图9。

图8 ACI与频率值对应关系

图9 ACI AUI频率值计算程序
在图9中,以01-00=50HZ进行编写,测试正常后,以01-00为任意值进行编写,完整的PLC程序如图10。

图10 PLC完整程序
4.结束语
油电混合型注塑机系统因通过变频器实现压力和流量的闭环调节,从而节省了大量的电能。但是由于注塑机客户的层次不同,并不是每个注塑机客户都需要专用的注塑机油电伺服驱动器进行控制。而台达C2000通用型变频器,通过丰富的模拟量通道以及内部PLC功能,可以模仿VJ驱动器的PQC控制环功能,从而提供客户更加经济的注塑机变频器控制方案。
作者简介:
左涛,出生于1985年10月,毕业于沈阳工业大学 ,控制理论与控制工程硕士学位,现任台达电子集团机电事业部专案经理,从事台达IABU一体化方案制定与市场策略开发,工作区域包括中国大陆地区、印度、欧洲、非洲和中东地区。