从20世纪70年代至今,随着制药行业的发展,制药机械发展迅猛,它集制药工艺、化工机械、包装机械、制造工艺、自动控制等技术于一体,几乎覆盖了制药工序的全部环节。
传统的制药物料转运环节往往由人工来完成,特别考虑到GMP药品生产管理规范的要求,其在楼层间传输物料显的更加困难。
事实上, 针对GMP生产管理规范,要求药厂楼层间的物料在转运过程中做到工序直接、安全可靠且有可追溯性,以PLC、触摸屏、变频器及编码器为核心的层间提升机控制系统正好满足了上述需求。
尤其是随着层间提升机在药厂搬运工序中的使用,其解决了楼层上下物料输送的困难,并做到了直接工序转运,保证了物料输送的准确性与可追溯性,同时实现了操作无人性,节约了人力成本,完全符合药品生产的GMP要求。
1 控制方案概述
东北一家台达代理商为某客户生产的一套层间提升机共分两层,层间垂直距离可调,最长为8m,提升机框图如图1。

图1 提升机框图
针对层间提升机系统,其定位、运动速度精度要求不高,只要求系统行程、速度连续可调,运行过程中平稳可靠即可。因此我们采用了台达性能可靠的PLC、性价比高的通用变频器、高真彩触摸屏及编码器产品来控制层间提升机。
整套系统的原理结构为变频器驱动感应电动机,电动机经减速装置带动传动机构运动。同时由编码器获得机械运行的位置信息,通过脉冲信号反馈到PLC端(实现了位置死循环控制),通过PLC内部运算来控制变频器,实现了层间提升机的往复运动要求。为了便于调整运行距离、速度等参数,同时加强人机交互性,我们引入了触摸屏。
2 硬件设计
台达ES2系列PLC程序容量16K Steps,指令执行速度快,且具有10OkHz的高速输入端口,同时B10S615触摸屏具有65536色的TFT显示屏,分辨率1024×600 Pixels,自身存储容量高达128M,再加上通用矢量型B系列变频器及具有1000PPR的增量型旋转光电编码器,非常适合层间提升机系统。
该层间提升机系统所用台达控制产品如表1。
表1 台达产品型号

3 软件设计
3.1 PLC程序设计
提升机上行分为加速、匀速、一级减速及二级减速四个过程,PLC根据触摸屏设计的工作点参数,通过内部C252高速计数器获得当前位置,利用DHSCS高速比较置位指令来控制变频器输出,从而实现上行的定位(提升机在每次上电运行前,要进行回原点动作)。
提升机下行过程与上行类似,图2为用WPLSoft软件编写的部分PLC程序。
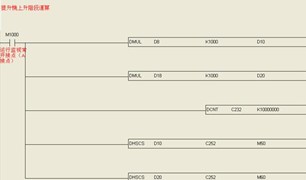
图2 PLC程序
3.2 触摸屏程序设计
B10S615触摸屏的COM1口与ES2系列PLC相连,可以监控和更改PLC相关寄存器的数据;触摸屏的COM2口与变频器相连,可以更改变频器的多段频率值并监控电机转速及输出电流值。
整个程序画面包含系统画面、手动画面及自动画面三个部分,系统画面如图3。

图3 触摸屏系统画面
3.3 变频器参数设置
B系列变频器采用多段速频率控制方式,频率命令通过RS485方式由触摸屏给定,启停方式为外部输入,由PLC输出点来控制,相关参数设置请参照台达B系列变频器手册。
3.4 编码器设计
编码器旋转一周会发出1000个A、B相集电极脉冲,通过减速装置等传动换算,对应到PLC内为1cm对应1000PPR。
4 结束语
经过近一年的实际运行和测试,基于台达控制产品的层间提升机系统运行可靠、稳定,而且维护方便,同时人力成本实现节约,获得了客户的一致好评。