1 引言
神华集团是中国最大的煤炭企业,准格尔旗黑岱沟选煤厂是选煤主力企业,2004年通过集中控制系统工程招标,范围包括对原1200万吨选煤厂的集控系统升级改造,新建800万吨重介车间的集控系统制造调试,全厂综合自动化系统,改造后的设计产量达到2400万吨,为国内最大。全厂控制设备众多,保护装置齐全,工艺复杂,各系统间衔接关系多样,整体系统控制点数庞大,网络分布广大,对控制系统的要求较高。
2 工艺概述
准能公司选煤厂采用跳汰、重介、浅槽洗选工艺。主要设备均由国外进口。
2.1 跳汰洗选工艺
来煤经预先分级、手选、除铁除杂后,筛下物(小于50mm)进入原煤仓,经仓下给煤机给煤至皮带输送机,既可以去主厂房,又可装车。筛上物(大于50mm)经缓冲仓进入4台跳汰机,跳汰机采用肯哈得(khd)公司产品,车间采用双系统,各系统既可独立运行,也可同时运行。块精煤直接或经破碎后入块精煤仓,矸石入矸石仓。
跳汰洗精煤经捞坑分级、筛子和离心机脱水后入精煤仓,洗混煤经脱水后入洗混煤仓,矸石入矸石仓。煤泥水经过倾斜板沉淀器沉淀后,打入煤泥浓缩分级旋流器组,溢流入煤泥浓缩机,底流进高频筛。浓缩机底流经搅拌捅入压滤机,滤饼经刮板入煤泥凉干场。
2.2 浅槽重介洗选工艺
原煤经筛分破碎后,块煤进入主厂房浅槽分选床,产品煤分别经脱介筛和离心机脱水后,进入亚洲最大的槽型产品仓。介质循环系统对介质进行密度调节和磁选、脱泥工艺处理,保证工艺要求的密度、煤泥含量、液位。煤泥水处理系统:煤泥水经煤泥水泵至煤泥旋流器、煤泥浓缩机,底流至安德里兹(andritz)公司的加压过滤机,脱水后的煤泥进入精煤皮带。装车系统采用了世界先进的小时能力2×5000t的卡那瓦(kanawa)公司的快速装车系统外运,如图1所示。
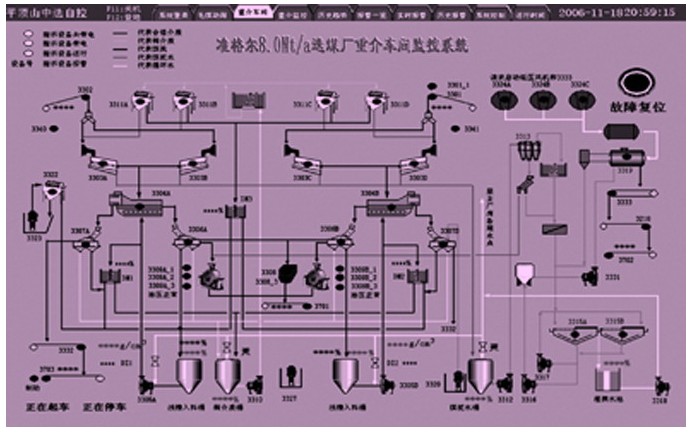
图1 洗选工艺
3 施耐德解决方案
黑岱沟选煤厂包括1200万吨跳汰洗煤车间、新建800万吨浅槽重介洗煤车间、400万吨旋流器重介车间、原煤车间、筛分车间、快速装车系统。跳汰洗煤厂旧的控制系统采用施耐德984系列产品,rio网络采用s908方式,cpu至人机界面fix 32 采用mb+网络联接。系统生产能力近2000万吨,每天产量5万吨,而目前煤炭形势较好,因此,如何减少系统停车时间,尽快将新集控投入,恢复正常生产,将带来巨大的经济效益,而施耐德公司的quantum系列产品在网络和软件的向下兼容性无疑成为此次改造的不二选择。以下将从选煤厂集中控制系统的软件、硬件、网络等方面分别进行技术改造方案的阐述。
3.1 基于iec61131-3的系统兼容性
原有984 plc的编程软件为mod-soft,运行于dos环境,采用ld梯形图编程。quantum系列编程软件concept是基于windows环境的先进的编程工具。采用microsoft windows图形用户接口(gui),符合iec61131-3国际标准,所以它的编辑器是统一的,使用简单。支持984梯形逻辑,这为老产品的用户提供了从dos到windows的平滑过渡。concept除编程外还提供了强大的硬件、软件配置器、安全级配置器、导出功能块(dfb)编辑器、程序转换器、exec下载器和16位及32位仿真器等。concept完全可以将modsoft环境的984程序移植到新的环境,同时不改变原有的程序逻辑、操作习惯,保证操作人员直接使用新的系统而不必培训和学习。
3.2 人机界面
fix32与ifix皆为intellution公司的人机界面软件,ifix 为fix32的升级产品,兼容原有数据库,而画面虽不能直接使用,但可以由ifix程序组中的pictureconverter.exe直接转换,经简单代码编写后可以顺利移植原上位机。
3.3 plc部分
新模块选型已考虑到直接一一对应替换老模块,如离散输入模块点数都为16位,这样可以直接由quantum 140dai74000替换原b809-016;离散输出模块点数为16位,这样可以直接由quantum 140dra84-000替换原b808-016;这样原有电缆保留、原有端子接线保留,只需将导线从老模块上拆下后直接一一对应到新模块端子上,即可实现原有功能,使接线改动量最少。由此减少由于接线造成的错误。
4 网络设计
方案设计追求最大限度的减少改造可能造成的错误及延误的时间,神华集团准能公司黑岱沟选煤厂综合自动化系统网络拓如图2所示。
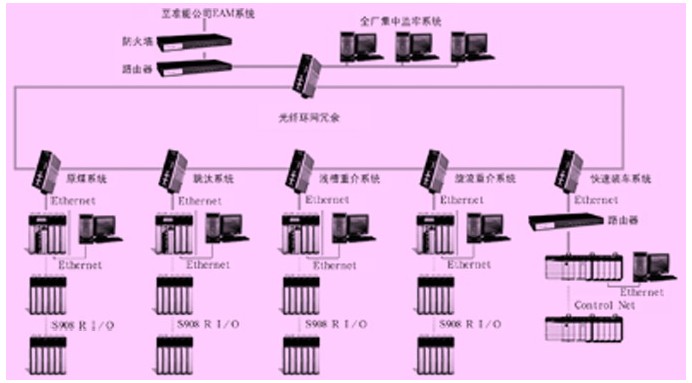
图2 神华集团准能公司黑岱沟选煤厂综合自动化系统网络拓扑图
原984 plc采用s908 rio网络,通讯介质(电缆)为同轴电缆,新的quantum plc亦采用rio网络,通讯介质(电缆)同样也是同轴电缆,可以不用更换。984 plc升级为quantum plc的过程中,可以利用s908 rio网络兼容quantum、984的特点进行,首先更换984 cpu部分为quantum cpu(140cpu53414a),下挂800 i/o,运行从modsoft下导入的程序(即ll984),然后逐步更换800 i/o为quantum的rio模板(140cra93100),直至最终完成。
此次控制系统的网络方案是采用目前标准的、开放的工业以太网为基础的、以全厂集成自动化为概念的生产过程自动化系统。它是用工业以太网、rio为系统网络,配以高性能、高可靠的plc现场控制站,并具有服务器的控制系统。通过rio控制层网络将现场数据实时采集到现场控制站,现场控制站可进行及时的数据处理,并将上位监控计算机所需的数据通过以太网络传送到上层的监控计算机,便于管理层对现场实际情况的及时掌握。
整个控制系统由现场设备(仪器仪表设备)、过程控制级(数据层)、中央监控管理级(信息层)组成三级计算机集散控制系统。该系统集数据采集、监视、控制、管理功能于一体,完成整个选煤厂的过程控制、工艺流程显示、设备运行状态的监测及故障报警,对选煤工艺过程进行分散控制、集中管理。
方案中的光纤环网层面主要以信息层为主,即cpu与主集控室的人机界面通讯为主,数据量较大,采用了100mbs快速以太网,为保证通讯线路的可靠性,采用了光纤环网作为网络主干,可以在网络路径发生一处中断的情况下,仍保证整条网络的通讯畅通。
为了减少光纤环网的冗余数据量,降低通讯负担,采取了每个cpu站采用双以太网模板(140noe77101)的方案,划分为两个网段,一段中的一块与本站的人机界面部分通讯,另一段中的一块通过光电交换机moxa
eds-405-mm与上层的光纤环网联通,这样可以对数据进行分类,使本地控制通讯数据仅在本地以太网段交换,而需要送至主集控室的数据在另一个网段交换,最终在光纤环网上只有五个cpu至主集控室的通讯数据,避免了所有数据在光纤环网上的繁忙、冗余的通讯。
主集控室与快速装车部分采用opc方式通讯。快速装车系统采用ab公司的contrologix plc,主集控室的ifix
3.5采用opc client drvier与ab公司的rsliux通讯,在ifix的启动选项中添加rsliux即可。由于快速装车系统为外方设备,只提供了一块以太网通讯模板与其人机界面通讯,为避免其内部通讯数据通过光电交换机转发而形成对上层光纤环网的拥塞,该网络新增了一台路由器,将内部以太网与光纤环网分段隔离,提供了光纤环网对内部contrologix的1756-enbt的单向路由访问,即实现了主集控室人机界面对contrologix的1756-enbt的读写,同时可以阻断内部数据的对外转发。
ifix安装sql server 2000,通过实时odbc接口采样控制系统实时数据,并通过oracle服务器端与准格尔能源公司局端oracle信息管理系统数据库通讯。在至准格尔能源公司的上级网络联接上,采用了tp-link公司的路由器与软件防火墙,可以在提供互联互通的前提下,防止外部网络对内部控制网络的非法访问,保证通讯的安全。
各cpu站之间的通讯采用以太网的cread和cwrite程序编写,可以实现高速、大量的数据共享。
在控制软件编制上,根据concept的特点,首先对系统进行分析,对程序的内存分配、地址分配进行规划、形成表格;对程序结构进行划分,将不同功能的程序划分到不同的子程序中,在主程序中分别调用,不但阅读清晰而且调试方便;程序除改造部分沿用原ll984外,新系统采用ld、fbd编程;将大量功能相同(如设备启停)的代码函数在主程序中调用,使用时只需将变量填入子程序的管脚即可,可以减少程序的繁琐输入和因此带来的输入错误,而且修改方便;对代码作注释,功能复杂的代码应作详细注释;规范变量名称,做到程序良好的:正确性、可读性、可维护性等。
系统设集中/就地两种运行方式,集中方式下,设备可以程序起、停车(逆煤流逐台启车,顺煤流逐台停车),并具有联锁(逆煤流方向设备闭锁)、解锁功能,就地方式用于检修,设备间无闭锁关系;集中、就地两种运行方式在转换过程中不影响设备的运行状态。
5 结束语
旧系统升级改造是利用选煤厂停产间隙进行,采用上述方案逐步实施,认真准备,细心调试,在没有耽误生产的前提下,顺利完成。全部系统的联合调试,于2006年初顺利完成。经大半年的运行,系统稳定、生产正常,得到用户的充分肯定。
作者简介
成举炳(1974-) 男 电气工程师 高级程序员 网络工程师
crsa会员(bg6lk),神华集团准能公司黑岱沟选煤厂综合自动化系统项目负责人,主要从事选煤厂控制系统设计调试与网络开发。
参考文献
[1] 施耐德公司. quantum硬件手册
[2] 施耐德公司. rio设计手册
[3] 施耐德公司. noe 77101硬件手册
[4] intellution公司. ifix 3.5高级编程