摘 要:本文主要介绍大连安迪交流异步伺服、交流同步永磁伺服控制系统在全机能数控车床上的应用。
关键词:伺服 全机能数控机床
1 引言
CL系列全机能数控车床是对轴类零件及盘类零件进行各种车削加工的高精度机床。随着工业的发展,对机械零件的加工精度及表面粗糙度的要求日益提高,对车床精度的要求也越来越高。在汽车、电力、船舶、冶金、军工、航空航天等行业,国产数控车床正在发挥着越来越大的作用。数控车床的自动化程度高低界定车床的加工效率从而决定了车床的加工规模。大连安迪数控有限公司生产的伺服驱动器在全机能数控车床上的应用为国产数控车床提供了良好的解决方案。
2 全机能数控机床的特点

CL系列的全机能数控机床是具有两轴联动、半闭环控制的数控机床。机床具有高刚性的结构设计和吸震性,以保证高精度的切削加工。对控制进给轴X、Z轴的伺服驱动器及电机要求有高的动态响应特性及精确的定位精度,使机床的刀架移动快速、稳定且定位精度高。同时对于机床的换刀装置也采用了伺服刀塔的设计,为快速、精确的换刀提供了保证。
对于机床的主轴,必须是高速、高刚性的主轴,有快速的启停特性,有着高效率及低噪音的设计,这样可以使零件的加工效率高、精度高,高速也就意味着高的生产效率。
3.2伺服性能分析
对于进给轴X、Z的伺服性能的要求主要是伺服系统有较高的动态响应及较高的定位精度,。大连安迪同步伺服基于DSP+FPGA+IPM的硬件平台,有着高速度频率响应,速度响应频宽为450HZ,居于国产伺服前列;具有共振抑制功能,可以精确调谐,消除震动;控制精度可以达到1个脉冲,最大的输入频率可以达到500Kpps,这都很好的保证了进给轴所需驱动的要求。
对于主轴伺服要求有快速的启停特性和稳定的速度控制,大连安迪异步伺服驱动器是基于DSP+IPM的硬件控制,具有开放式的QMCL语言,可以根据用户的使用情况进行程序的设置,电机最高转速可达到8000RPM。
对于全机能数控车床的换刀控制,也采用了安迪的同步伺服驱动器,使用转台的控制功能,不需要专门的伺服刀塔控制器,即可方便的实现伺服刀塔的自动换刀及最短路径的选择,大大节省了数控系统中PLC程序编写,更利于用户的使用与维护。
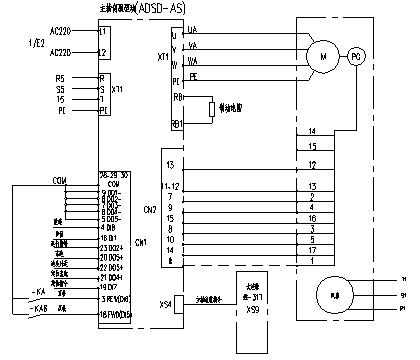
大连安迪异步主轴伺服—大连数控31T的连接图

大连安迪同步伺服—大连数控31T的连接图
使用安迪伺服驱动器的CL系列全机能数控车床的可以达到机床设计的性能要求:X/Z轴的定位精度为0.016/0.020 mm,重复定位精度为0.007/0.008mm,主轴可以满足启停迅速,运行平稳的要求。同时伺服刀塔的使用也可以大大节省换刀的时间及刀塔的换刀精度。安迪伺服系列产品安全可靠,性价比高,值得业界同行借鉴和推广。
