前言:现阶段面袋缝线工作,主要是依靠人工的方式装面袋放在设备进行缝线。人工劳动强度大,并且效率低下。这个情况下,全自动上料双缝一体机出现在广大用户的面前。
一、 控制要求
现要求PLC控制三台变频器,两台伺服控制器,及多个继电器实现设备的配合动作。
二、 硬件配置
PLC:T48S2T晶体管输出型 PLC
控制器选择海为的 T48S2T,主机外部 220V AC 供电,28路DI,20 路DO晶体管输出;自带两个通讯口(RS232+RS485),两路200K高速脉冲输入,2路200K高速脉冲输出。
该系统需要有 3 台变频器来送料的运行速度,以免速度过快对缝质量不好。而T48S2T主机自带 RS485 口,可以作为主站与 3 台变频器实现高速的通讯功能,对变频器下达运行与速度指令。比带模拟量扩展要节省出一定的成本。用自带的RS232口与系统的触摸屏进行通讯,实现控制工艺的设定。两路高速输入与编码器连接,测得设备的运行速度。两路高速脉冲输出与伺服控制器连接,控制系统的上料与送料的动作要求。所以选用T48S2T 一台主机可以轻松实现上述功能要求,不需要多余的采购扩展单元。无需增加无谓的费用,为客户节约了使用成本。

三、 程序部分
海为 PLC 通讯程序简单,无论你使用哪种通讯协议都只需一条通讯指令便可完成复杂的通讯功能。
本例变频器的波特率为9600,资料格式 N,8,2,下面为写入变频器频率通讯示例程序。
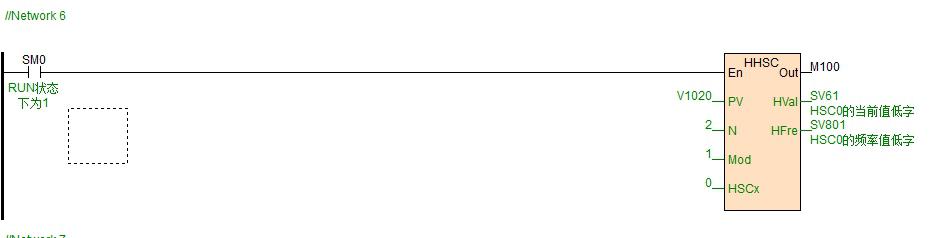
本案例的高速脉冲输入,读取编码器的运行距离与速度。
本案例的高速脉冲输出,控制伺服控制器的运行距离与速度。
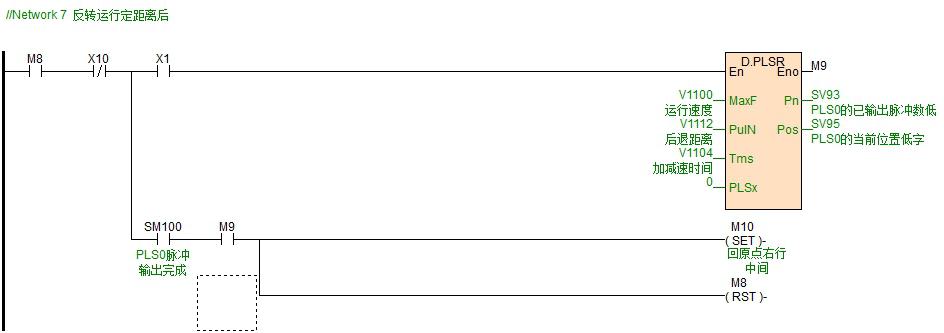
- 正转,反转控制与此是一样的编写原理。
四、 总结
海为PLC是国产中的精品,经过长时间的使用运行,其稳定性很高,运算处理速度快。很优秀的完成了设备的各个复杂的动作要求,得到了用户的高度认可。设备动作的可靠性,让工厂工人的劳动强度降低了很多。得到工人的高度赞扬。
