1项目简介
细纱机是我公司的主导产品,该机性能优良、操作方便、机电一体化程度高。其控制精度要求高,适应纺纱品种更高,操作方便简单,有操作提示、故障诊断功能,纺纱过程自动控制,可定长及定时落纱。因此需要配置功能多样灵活,性价比较高的控制系统,在这里选用了西门子公司的S7-200 SMART PLC及SMART LINE触摸屏,达到了较好的控制效果。
2工艺流程介绍
在电气改造过程中,按照细纱机的工艺流程进行如下:
1.按压SB1风机启动、钢领板复位
2.钢领板升至中纱位置停止即动作,由控制回路对电机绕组输入直流220V电源,实行能耗制动2秒后自动释放,以实现钢领板精确定位。
3.按压SB3主轴启动,钢领板延时约1秒,由中纱位置降至始纺位置进行能耗制动定位2秒后释放。
4.细纱机执行PLC的九段速自动控制指令。
5.当落纱信号SA12动作、中途落纱按钮SB5给进、PLC计长条件满足时,系统自动接通落纱电源,主机等待停主电机和降钢领板信号。
6.停主电机和降钢领板SQ5信号到达后,变频U1停止输出同时钢领板由车头升降电机拖动,降至落纱位置。
7.主轴制动SQ6信号到达后,主轴的制动离合器工作,20秒后延时停风机整机处于落纱状态。
电气的改造同时要结合工艺计算来进行,具体计算表如下:(见图7)
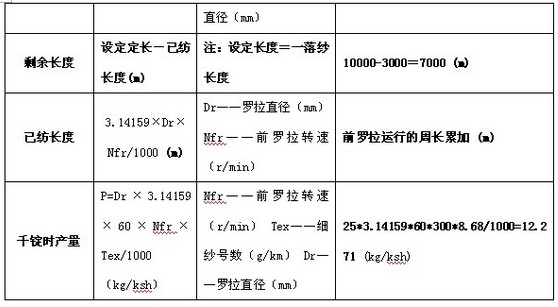
图7 工艺计算表
3方案确定
考虑到系统的稳定性及可靠性,选用西门子S7-200 SMART PLC,其较高的运算速度及丰富的通讯功能为以后设备的升级等提供了良好的保证。另外,触摸屏在此选用西门子S 700 IE 屏,它与S7-200 SMART PLC的无缝集成,高分辨率及64K色的显示,以及高效便捷的以太网通讯,是设备操作更人性化,更加便捷高效。同时,整个电气方案性价比较高,对于小型的自动化电气设备是个不错的选择。根据系统需求,产品的选型如下表:(见图8)
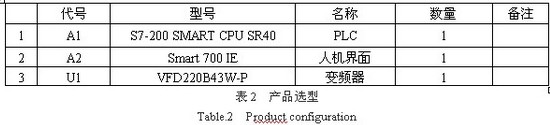
图8 产品选型
4产品硬件配置
由上可看到,设备电气系统由四部分构成,分别为PLC控制部分,人机界面控制,变频控制,三自动控制部分。(见图1)
图1 设备外观图
PLC控制部分:PLC的I/O接点,完成全机数据检测以及计算和过程控制,实现纺纱自动化,考虑到系统的稳定性及可靠性,选用西门子S7-200 smart PLC,其运算速度及丰富的通讯功能为以后设备的升级等提供了良好的保证。(见图2、图3)

图2 S7-200 Smart PLC 柜内图

图3 S7-200 Smart PLC 接线图
人机界面控制:人机界面与PLC之间通过以太网通讯实现连接,完成纺纱过程工艺参数显示设定,如锭子的九段速设定,定长设定,班组选择等。同时可以对细纱机故障进行自诊断,显示动作流程等人性化的操作与显示。(见图4)

图4 Smart 700 IE 运行图
变频控制:由PLC的模拟量输出端口对变频器进行九段速控制,依据用户要求对锭子速度自动调整。
三自动控制:由三自动行程开关、停主电机、下钢领板、主轴制动传感器构成。使细纱机在落纱信号到达后自动适应停车,以及控制包脚纱。
5软件开发
根据电气系统的设计要求,其I/O表分配如下:(见图5)
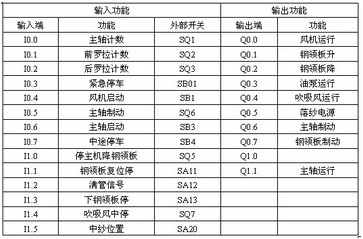
图5 I/O 分配表
具体软件程序根据如下流程图实现:(见图6)
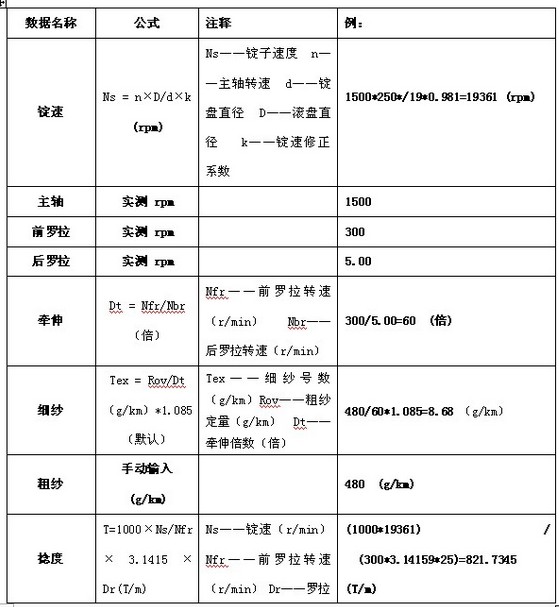
图6 动作流程图
6应用体会
在S7-200 SMART应用过程中,感觉它保留了Micro/WIN编程软件中的数据块编辑,状态分页监控,高级指令向导等功能十分方便;软件方面较为完善,建议在硬件方面能够更多的从小系统应用出发增强硬件的灵活性,例如:对于线驱动型编码器的独立接口,混合输出照顾到部分高速输出应用,高速通讯口(CAN_OPEN),为了用户下传程序的便捷支持USB下载等。
