1项目简介
在现今社会,汽车行业飞速发展,车灯做为汽车上的重要组成部件,车灯的生产工艺要求非常严格,户外的环境就要求灯具的防尘/防水等级要求达到IP65防护等级,防尘和防喷水。车灯气密性检测是车灯生产线中最重要的一个环节之一,车灯的气密性就决定了车灯的性能,使用寿命,这是配套件灯具的基本要求。由于车灯的模具问题,一个模具只能对应与一款车灯,所以通常一台气密测漏机只能配一套模具,只能生产一款车灯。而此款气密测漏机由于体积小,携带方便,而且最重要的是不受车灯模具的影响,适用于多款车灯气密性检测,并且精度高,价格便宜,具有超高的性价比,深受广大汽车车灯生产企业的喜爱。针对气密测漏机的工艺要求,设计了一套S7-200 SMART控制系统,应用了SR40 PLC和SMART LINE 700 IE的屏,使设备操作更加方便,灵活,更高效,稳定。
2工艺流程介绍
气密测漏机的控制工艺过程如下流程图所示,见图1
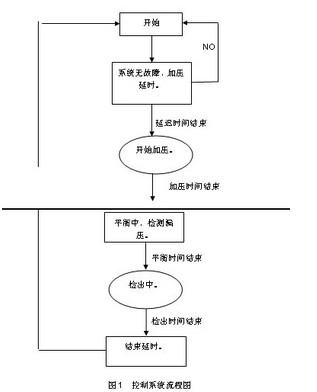
本设备控制过程包括五个过程,加压延时、加压过程、平衡过程、检出过程和结束延时。每个过程都设有标志位。有多组配方可供选择,以满足生产多种系列灯具的需求。
3方案确定
SMART 200 PLC相比S7-200 PLC,集成了强大的以太网通信功能。一根普通的网线即可将程序下载到PLC中,方便快捷,省去了专用编程电缆。通过以太网接口还可与其它CPU 模块、触摸屏、计算机进行通信,轻松组网。在处理速度上,指令的执行时间更短,基本指令的执行时间可达0.15μs,在同级别小型 PLC 中遥遥领先。因此最终确定了用S7-200 SMART PLC + SMART LINE 700 IE触摸屏替换了欧姆龙PLC+维纶触摸屏的控制系统的方案。
4产品硬件配置
SIMATIC S7-200 SMART具有集成PROFINET接口,实现低成本与编程设备的通讯、强大的集成工艺功能,有效的解决方案,满足自动化需求、和灵活的可扩展性、安装简单方便、可拆卸的端子、紧凑的结构可大大节省了控制柜安装占用空间等特点。因此系统采用了SR40 CPU AC/DC/RLY的PLC作为控制中枢,其电源为AC220V,节省了电源模块、数字量输入为DC24V 24点,可直接与输入点连接、16点输出为继电器输出,干触点电压为5~30VDC或5~250VAC,电磁阀的线圈和接触器的线圈供电电压为AC220V,故可直接与PLC输出电路连接,使系统简单可靠。
SMART LINE 700 IE触摸屏准确地提供了人机界面的标准功能,经济实用,具备高性价比。具有集成PROFINET(以太网)接口,实现低成本与PLC控制设备的通讯,方便,快捷,强大的通讯功能, 256色真彩显示,800 X 480 dpi宽屏显示设计和传统屏幕相比具有更大的可视面积,使单个画面中可以显示更多的信息,让操作员具有更舒适的视觉体验,高分辨率使画面更清晰,画质更细腻。
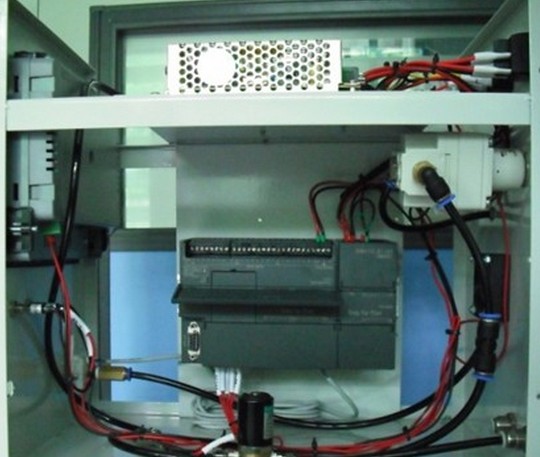
设备硬件配置如下图所示:见图2、图3、图4


5软件开发
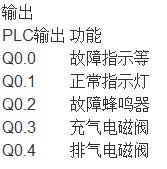
根据气密性检测流程,PLC端子接线图如图2所示。I/O信号分配表如表1所示。表1
控制系统工艺分析如下:
在检查完无故障的情况下,启动设备。设备自动运行完成各个过程。
加压延时过程,此时打开排气电磁阀。
加压过程,关闭排气阀,打开充气阀。检测压力值是否正常,取模拟量值跟设定值做对比,若压力值过低,则低压报警,同时停止加压过程,关闭充气阀,打开排气阀。
平衡延时过程,关闭充气阀。检测压力值是否正常,去模拟量值跟设定值做比较,若超出设定值,则报警输出,同时结束平衡延时过程,打开排气阀。
检出过程,此时取模拟量值跟设定值做比较,若超出设定值,则报警输出,同时结束检出过程,打开排气阀。
结束延时过程,打开排气阀,延迟时间结束,关闭排气阀。
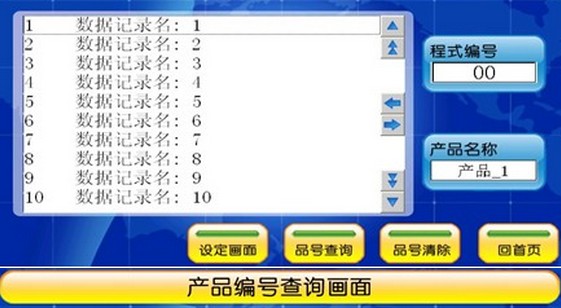
由于使用了SMART LINE 700 触摸屏,使得设备界面更加美观,大方,也大大提高了操作的灵活性。下图为触摸屏操作界面。见图5、图6、图7

6应用体会
SIMATIC S7-200 SMART自动控制系统与开关按钮系统比较,增加了监控功能,具有可靠性强、安全性好、准确性高等优点,可节省人员的编制,大大减少因人为的误操作或开关损坏而造成的故障,从而提高了工作效率,并相对提高了社会经济效益,是一种有效而实用的自动控制系统。
通过客户的使用,证明了气密测漏机控制系统用 PLC 控制的方法是切实可行的。气密性检测装置采用 SIMATIC S7-200 SMART PLC 控制器能大大地提高系统的可靠性和极大地提高了设备自动化程度,并使操作程序更加简便,客户较为满意。
