摘要:
为积极推进企业管控一体化建设的进程,运用分布式的设计思想,采用SIEMENS公司的S7-300型PLC及其相应的功能I/O模块、基本型MicroMaster420变频器、基于PC的SoftPLC的解决方案-WinAC为湖北大兴橡胶厂研制一套分布式的橡胶硫化机组群控系统。该系统具有运行可靠、维护方便、可扩充性强等特点,具有一定的推广和参考价值。
关键词:
PLC WinAC 分布式控制 管控一体化
1、开发背景与意义
在飞速发展的市场经济与信息的今天,企业内外部信息的交换已不再局限于通常意义上的对生产现场状态的监视和控制,它需要把现场信息和管理信息结合起来,通过对经营决策、管理、计划、调度、过程优化、故障诊断、现场控制等信息的综合处理,形成一个意义更为广泛的综合管理系统,管控一体化就是建立起企业这样全集成的、开放的、全厂综合自动化的信息平台。湖北大兴橡胶制品厂是一大型的橡胶制品厂,每年生产上万吨橡胶制品,由于生产工艺控制不善,原材料浪费较大,一直无法实现利润的增长,为提高该厂管理水平和企业信息自动化水平,助进企业节能将耗,采用SIEMENS公司的S7-300型 PLC及其相应的I/O功能模块以及WinAC套件将生产车间的现场控制信息和设备的工艺运行参数和设备本身的健康指标等信息无缝地连接到企业MIS系统中,实现了企业的管控一体化的改建。
2、分布式控制模式的系统构建
只有基于Web的技术才能真正实现管控一体化,管控一体化技术离不开Internet、Intranet以及Infranet技术,如何将生产车间的现场控制信息、设备的工艺运行参数和设备本身的健康指标等信息集成到企业管理信息中去,是本系统设计的一大重点。橡胶硫化机组群控结构设计遵循“多功能、灵活性”的要求,将整个网络分为三层:设备层、班组层以及车间MIS层。
要实现企业管控一体化,就必须有一种能在工业现场环境下运行、性能可靠、造价及维护费用低廉的通信系统,形成企业底层网络Infranet,以完成现场设备之间的数字通信,进一步实现与管理层网络之间的信息交换。目前,计算机网络的飞速发展,测控系统的研究重点已集中在远距离可靠数据通信方式的研究上,以往国内传统的工业测控系统通信方式:BITBUS和RS-485,其效率较低,灵活性差,尤其是错误处理能力不强,远不能满足长距离、大范围内测控系统通信的需要。而基于现场总线技术的现场总线控制系统(FCS)已成为数字化企业网络化的基础。FCS不需要一个中央控制单元来集中控制和操作,而是通过智能现场设备来完成控制和通信任务,可较好地解决实时控制和现场信号的网络通信。PROFIBUS作为德国国家标准和欧洲国家标准的现场总线标准,是一种开放式通讯系统工业标准,PROFIBUS是目前国际上唯一的具备较成熟的安全方案的现场总线技术,具有非常灵活的模块配置性能,数据传输速度最高可达12Mbps/100m,故本系统采用PROFIBUS系列中广泛应用于现场设备的PROFIBUS-DP总线。
橡胶硫化机组监控系统采用分布式计算机监控管理方式,各个现地控制单元可以独立按照硫化工艺控制参数与运行、并将采集到的温度、各种运行状态量以及电机的运行健康状态等信息通过PROFIBUS总线上传到班组服务器,以备工作人员监视,监控操作人员可通过PROFIBUS将必要的控制参数下传到各个现地控制单元,调整控制和工艺参数。同时,为备现地操作,每个现地监控单元均有手动/自动按钮,实现现地和远控两种操作,以提高整个系统的可靠性、安全性以及运行的经济性。为便于与整个橡胶加工厂的监控系统进行系统互联,实现企业管控一体化,班组服务器还通过Ethernet经厂数据交换机与厂MIS系统互联。
橡胶硫化机组群控分布式结构图见图1所示。由上位工控机和基于PROFIBUS的现场智能节点及其I/O功能模块构成典型的现场总线控制系统。PROFIBUS DP现场总线的主控模块选用了SIEMENS的基于WindowsNT的软PLC解决方案――WinAC。这样系统上位机,既作为PLC的软控制器,承担远程控制功能,又作为监控、管理计算机,同时还可进行新工艺组态,实现一机多用。
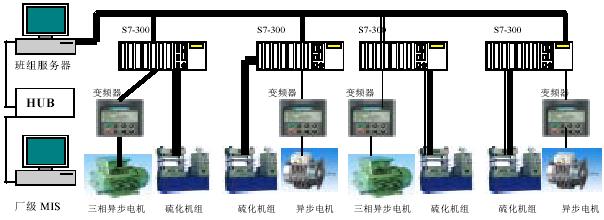 图1:橡胶硫化机组群控分布式结构图
图1:橡胶硫化机组群控分布式结构图
Infranet层由以SIEMENS的S7-300系列PLC功能模块为主的4个控制单元组成,每个控制单元的输入输出模块通道都设有冗余,便于功能扩展和维护,同时具有手动/自动两种操作模式,便于脱离上位机独立操作。上位机和各控制单元之间通过PROFIBUS DP总线实现数据传送,由于系统设计为一分布式的监控系统,每个现地控制单元均可独立于上位机运行,将危险分散,维护方便,提高可靠性,符合橡胶厂分布式控制和模块化设计思想,且在工艺成熟后的生产扩大化过程中,可直接套用本控制系统的软硬件方案,缩短工业扩大化周期,提高企业的竞争力。现地单元选用的控制模块和作用见表1所示。班组服务器的SoftPLC采用SIMATIC WinAC。
表1 现地单元选用的控制模块及其作用

为了使控制系统更加可靠,同时为了提高三相异步电机的执行效率,采用了基本型MicroMaster420变频器。该变频器特别适合大力矩电机的拖动,我们曾采用台湾一家著名的变频器生产公司的变频器,系统运行时故障不断,尤其是其保护能力较差,导致故障频繁,后改用了MicroMaster420变频器后,系统运行一直比较稳定。采用三相(380V)交流输入,9.7kW;其独特的自我保护能力如下:
· 过载能力为150%额定负载电流,持续时间60秒;
· 过电压、欠电压保护;
· 变频器过温保护;
· 接地故障保护,短路保护;
· I2t电动机过热保护;
· 采用PTC通过数字端接入的电机过热保护;
· 采用PIN编号实现参数连锁;
· 闭锁电机保护,防止失速保护。
整个监控系统的特性为:
· 所有S7-300现地控制单元与班组服务器的SoftPLC-WinAC采用Profibus-DP进行数据通信;使系统网络拓扑图结构清晰,易于维护;
· 由于系统采用了网络及现场总线传递过程数据,多种信息的交换仅依靠网缆或屏蔽双绞线即可完成,这样就大量减少了系统施工时的布线工作量,也为今后系统的维护及故障查找提供了方便。
· 过程参数的数字化传递,避免了模拟量传输所带来的漂移、抗干扰等问题,大大提高了系统的稳定性。
· 若今后机组工艺、设备发生变更,只需要在总线上增添或摘除相应节点,并对软件作少量修改即可。所以这种柔性的系统连接方式具有一定的适应性,可以最大程度地保护用户的投资。
3、基于WinAC和OPC的控制系统软件设计
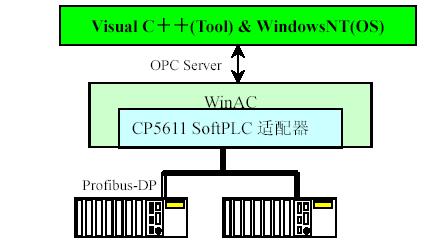
图2:WinAC、OPC以及Visual C++的关系
为了实现WinAC的功能,在班组服务器上安装一块Profibus DP接口模块CP5611,WinAC控制引擎通过Profibus DP接口模块CP5611与分布式控制器进行数据通信,完成数据采集、分析控制、 PC与PLC之间的通信等任务。
3.1 SIMATIC WinAC
SIMATIC WinAC的功能不仅实现了在PC上实现PLC的功能,同时它将PLC与PC间实现完美的集成,将控制、数据采集、通讯、人机界面及其它技术完整地结合一起,集成于一台PC 机上。SIMATIC WINAC与S7 系列处理器完全兼容,其编程采用统一的SIMATIC 编程工具,程序既可以用于WINAC 也可用于S7 系列处理器。仅从其兼容性和通用性而言,对熟知SIMATIC 技术的人来讲,无需重新学习便能充分掌握并应用。更何况其亲切友好的操作界面,更使人倍感亲切。另外基于PC 的自动化与标准办公系统可共享标准PC 技术、Windows NT 操作系统和TCP/IP 通讯标准,因而是控制系统与高端管理系统的理想接口。基于PC 的自动化是复杂控制和在空间上分散的自动化系统的最优化系统。
3.2 系统软件设计思路与特点
系统软件的设计采用基于面向对象的设计方法,控制功能采用软PLC解决方案WinAC,均集中在班组服务器中进行,完全由计算机来实现数据采集控制和管理,其特点如下:
· WinAC将控制、数据采集、通讯、人机界面及其它技术完整地集成在一台PC机上,能满足中试装置硬件精炼、功能完善的要求 ;
· WinAC与SIMATICS7系列PLC控制器完全兼容,其编程采用统一的SIMATIC编程工具,编制的程序既可使用于WinAC,也可用于S7系列PLC控制器,有利于系统的更新和扩充;
· WinAC提供了ActiveX控件,使得Windows下的标准应用程序可更非常简便地获取过程数据。更为重要的是:WinAC还提供了用于诊断、显示及运算的ActiveX控件;
· 系统上位监控软件采用Microsoft公司的Visual C++,而WinAC作为系统的OPC服务器,为基于WindowsNT的监控软件提供实时数据。这些功能极大地扩大了使用的灵活性,为系统的功能扩展带来了很大的空间。WinAC中的WinLC即为软件PLC控制程序,在WinLC中参数设定好后,就可像使用常规PLC的CPU模块一样使用。WinAC的控制程序采用SIEMENS S7系列可编程序控制器的标准编程工具STEP7编制,然后下载到WinAC中。PLC程序设计中,结合STEP7的特点,利用其中的FB、FC,采用模块化程序设计,对常用的程序段用FB或FC实现,使程序清晰易懂,便于调试。由于STEP7不是面向对象的程序设计语言,在具体编程时借鉴面向对象的程序设计思想,便可实现面向对象的程序设计中的数据和代码的分开,简化了设计程序的工作量。
3.3 WinAC、OPC以及Visual C++的关系
三者之间的关系见图2所示。
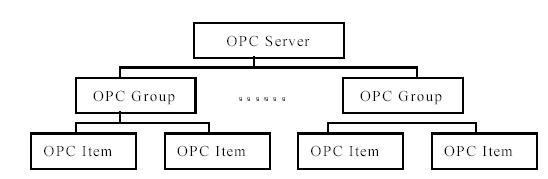
图3: OPC 数据层次图
在整个系统中,PC与现场总线和分布式I/O的优点表现为简化了系统的体系网络结构和设备设计、提高了系统的通讯效率、降低了硬件和备件投资,易于调试和维护,同时充分利用PC 中CPU超强功能,WinAC控制器在数据处理、 用户算法和多回路调节的控制任务中的特点,基于PC的一体化设计大大提高了控制器、人机界面和网络部件的数据交换速度。同时,与传统的PLC解决方案相比, SIMATIC基于PC的自动化有明显的性能价格优势。
3.4 OPC服务器
WinAC内嵌了实时OPC服务器,使用WinAC_OPC服务器,用户的OPC客户机应用程序(如人机界面软件、数据存取等)可以完全存取WinAC控制引擎中的数据,利于客户与Visual C++编程工具的无缝连接,主要是WinAC借助兵使用了Microsoft_DCOM(分布式组件)技术,这正是WinAC独特之处,为客户编程提供了极大的方便。OPC是OLE for Process Control的缩写,即把OLE应用于工业控制领域。OPC服务器由三类对象组成,相当于三种层次上的接口:服务器(Server)、组(Group)和数据项(Item)。OPC客户对设备寄存器的操作都是通过其数据项来完成的,通过定义数据项,OPC规范尽可能的隐藏了设备的特殊信息,也使OPC服务器的通用性大大增强。OPC数据项并不提供对外接口,客户不能直接对之进行操作,所有操作都是通过组对象进行的。
应用程序作为OPC接口中的Client方,硬件驱动程序作为OPC接口中的Server方。每一个OPC Client应用程序都可以接若干个OPC Server,每一个硬件驱动程序可以为若干个应用程序提供数据。OPC Server、 OPC Group、OPC Item层次之间的接口关系如图3所示:
作为OPC客户程序,它可以从其他OPC服务器程序中访问数据。与DDE类似,当实时数据库作为客户端访问OPC服务器程序时,是将OPC服务器程序当作一个I/O设备。数据库中的点参数通过I/O数据连接与OPC服务器程序进行数据交换。
利用WinAC的OPC技术,在本系统设计中的主要实现:
· 记录实时过程的历史数据,用于过程存档、历史数据查询、事故分析、系统建模等。
· 连接各种现场的自控设备,配以监控界面,实现自动监控。
· 通过数据库网络通讯功能构建分布式应用系统,
· 运行在控制系统的上位机中,在数据库上运行先进控制软件、优化控制软件和其它用户应用程序,在客户机上运行各种界面监控软件,实现可扩展的先进控制或优化控制的目标。
· 连接现场控制系统和设备,实现车间级、分厂级及总厂级实时数据综合利用和管理。
· 配合关系数据库管理系统,构建生产指挥调度系统及其它管控一体化系统。
· 通过数据的Web功能,利用Internet/Intranet资源,在浏览器上访问生产过程数据。
· 完全的开放功能,以实时数据库为平台进行再次开发。
实际上,OPC服务器本身就是一个可执行程序,该程序以设定的速率不断地同物理设备进行数据交互。OPC客户和OPC服务器进行数据交互采用异步方式。主要是当有大量客户和大量数据交互时,异步方式能提供高效的性能,尽量避免阻塞客户数据请求,并最大可能地节省CPU和网络资源。
4、结束语
本控制系统采用PLC、Profibus-DP和软PLC等技术简化了硬件结构,便于调试、维护、运输、安装,适应性强。WinAC 是基于PC 的自动化的完美解决方案。SIMATIC WinAC 技术满足了快速实时的要求;简化了通讯接口,降低了编程工作量;并且可以在线调试,使编程调试简单方便,大大加快了系统的开发进度;同时降低了成本,节省了安装空间。SIMENS公司不仅为企业的管控一体化提供了坚实可靠的硬件平台,更为重要的是,她为企业实现B to B的电子商务方式,使企业能及时组织生产、降低库存、回避风险,实现Just-In-Time管理模式提供了更为全面的、完整的系统解决方案,这是其他工控产品厂家所不及的。
作者简介:博士/高工,主要从事生产过程计算机控制、现场总线应用等方面的研究工作。
工作单位:湖北武汉:华中科技大学水电与数字化工程学院
单位地址:湖北武汉武昌珞瑜路1037号。
邮编:430074
Mobile:13871377873
Email:daohu_wu@163.com
附:现场控制系统照片

