引言
黑液蒸发把洗选工段产生的副产品------稀黑液高度浓缩后送燃烧工段处理,碱回收设备的工况十分恶劣,尤其是腐蚀性和黑液结垢问题很为棘手,平稳整个工艺过程的运行,使设备工作在合理,最优的工艺参数范围内是减慢结垢速度、延长设备使用寿命的有效方法。
由于后续工段燃烧的要求,蒸发站的出浓液浓度不能低于某个极限,但出浓液浓度偏高也会带来许多问题,如蒸汽消耗大、结垢速度加快,管道阻力大,易堵,恶化燃烧工段许多设备如圆盘蒸发器的工况等。我国制浆造纸碱回收设备中,对黑液蒸发浓度实施自动控制的比例很小,而不熟练的手工操作易出现出浓液深度偏低或偏高的情况,使设备工作在不合理的工况。本文简要介绍作者在河南白云纸业五效蒸发站实施计算机集散控制的控制方案。
1控制方案
黑液蒸发的主要设备是蒸发器。蒸发器串联组成蒸发站。本设计中所控制的蒸发站是由五台板式降膜蒸发器串联组成。除此之外,还有一些辅助的蒸发设备,如降膜板式冷凝器,温水槽,稀黑液槽, 闪蒸罐,液位罐等。在黑液蒸发过程中包含以下三个基本的工艺流程,即蒸汽流程,黑液流程,冷凝水流程。本蒸发站中,外网来低压蒸汽(0.4Mpa 151℃),首先进入I效蒸发器,I效蒸发器产生的二次蒸汽经闪蒸罐闪急蒸发后,再引入II效,为II效蒸发器提供热源,以此类推直至末效。末效二次蒸汽经冷凝后成冷凝水排出,不凝气体则由真空泵排空。而黑液则采用逆流供液方式,即制浆车间来稀黑液,首先进入稀黑液槽,经稀黑液泵进入末效蒸发器,然后再到IV效,III效,以此类推,直至I效。与蒸发流程反向而行。这样随着黑液浓度的提高,蒸发温度也提高,而黑液粘度增加缓慢。蒸汽流与黑液流反向而行的供液方式,不仅可节省蒸汽消耗,部分程度上也可缓解黑液结垢问题。
在本蒸发工段的主要控制目标是稳定浓黑液的深度和降低蒸汽消耗,影响浓黑液波美度的因素主要是进效稀黑液的浓度和流量及蒸发设备各效的总有效差压。稳定有效差压首先要稳定进第I效的新鲜蒸汽的压力和末效二次蒸汽的真空度,即稳定总压差。然后尽量减少和稳定蒸发过程中的压差损失,因此,必须要控制下列参数:
进效稀黑液的浓度和流量;
(1) 出效浓黑液的浓度;
(2) 进效新鲜蒸汽的压力和流量;
(3) 末效的二次蒸汽的真空度;
(4) 出效黑液的液位;
(5) 出效冷却水液位;
所以,我们选取压力、流量、温度、液位为主要的控制对象,共设置了8路压力、6路流量、21路温度、16路液位总计51个测控点。为防止流送过程中,因电机启停不当而造成的不良后果,我们又对所使用的22台电机实行连锁控制。
1.1系统硬件设计
1.1.1本自动控制系统采用西门子先进的S7-400可编程控制器。它是西门子公司开发的适合当代计算机技术发展的新一代可编程控制系统。它具有更高的控制能力、运算速度、网络功能和更优的性能价格比。通过PROFIBUS-DP现场总线可与ET200M I/0站相连。ET200M 可置于MCC低压柜旁边,从而可方便将电机和泵类的控制纳入DCS中去。
1.1.2系统网络采用工业以太网。其优点:
抗干扰能力强,不需特殊的接地要求,不对其它电子设备产生影响。
中央处理单元型号为CPU 414-2DP。系统的输入输出模板的型号和数量由现场电气和仪表信号的类型和数量决定。具体如下:
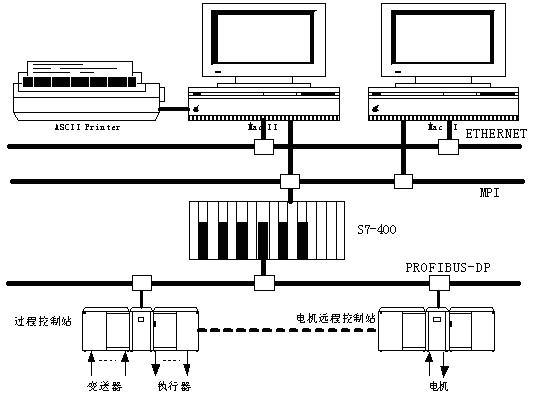
图1 硬件控制系统示意图
DI模板主要用于显示电机启停和过载指示;DO模板用于控制电机启停;AI模板主要用于对电动机电流、功率以及各测控点如温度、压力、流量、液位进行采样显示。DO模板在实际应用中为提高抗干扰能力和控制容量要通过中间继电器隔离,由中间继电器触点去控制电气设备(如接触器etc)。模拟量输入模板在使用前要通过跳线组态成本方案所需要的输入方式。
各模板的型号、数量确定后,再选择放置模板的框架的型号和数量以及电源的型号和数量。最终选用长为530mm的导轨。据模板的数量选取择4个机架,考虑到成本问题而选取用了3个S7-300机架,1个S7-400机架,一个为主框架(含3个机架、一个S7-400机架、2个S7-300机架)放在蒸发主控制拒中,另一个远程控制I/O框架(含一个S7-300机架)放在ET200蒸发控制柜中。
2控制措施
纸机碱回收控制中浓黑液在线测量一直是一个难题,而浓度控制是碱回收蒸发工段的最终控制目标,其控制效果的好坏对后续燃烧工段起着举足轻重的作用,虽然浓黑液的浓度无法直接测量,但在本项目中可利用黑液的沸点在一定的压力下随其浓度的增大而升高的特性进行间接测量。即D= F(P,T)其中 D:浓度P:压力T:温度。为了使系统更稳定,对浓黑液的浓度和进效蒸汽实施串级控制方案。事实证明在对驻马店遂平白云纸业的工程中不但效果稳定而且节能。如图:

图2 浓黑夜浓度控制方案
3软件设计
本系统采用西门子公司的S7-300系列产品。在设计当中,根据设备测控点的情况和厂方用户的要求,系统以S7314-2DP控制器为核心,通过PROFIBUS-DP总线与2个ET200M远程站相连(如图2 所示),用于采集现场仪表数据信息和控制算法的实现。在现场实际应用中,数字量输入输出,、模拟量输入输出都留有部分备用,已备系统将来扩充的需要。西门子公司的ET200系列是采用PROFIBUS-DP协议的分布式I/O,应用时,S7PLC作为DP主站,通过带有集成DP接口的CPU315-2DP接到PROFIBUS总线,而ET200作为DP从站接到PROFIBUS。整个控制系统采用两个控制柜(主柜和副柜)。S7主站、#1 ET200M从站放在主柜,采集系统的模拟信号;#2 ET200M从站放在副柜,用来采集工段的电动机执行机构阀位反馈信号及输出执行机构的驱动信号。系统采用主站加从站的结构,可使系统造价降低,并且扩展灵活。
据本工段的工艺特点和工艺要求,我们编制了采样子程序,该程序主要用于对所设测控点的温度压力流量进行信号采样;受外界影响,在不同时刻所采样的信号精确度不够高,为此我们又编制了滤波子程序,以及PID控制程序和量程转换子程序、电机启停子程序、设备间连锁子程序等。
4人机界面操作系统(HMI)
这部分主要由操作站、工程师站和打印机(外部设备)组成,实现人机接口。它的主要功能是集中各分散过程控制装置送过来的信息,通过监视和操作,把操作和命令下送到各分散控制装置。工业控制PC以Wincc作为人机界面,并分别设置了操作员站和工程师站。操作员站(OPU)用于画面显示、报警、泵和电机的手/自动启停以及现场各被控参数的采集、显示和控制,而工程师站(ENG)用于工程师对生产现场的监视、打印报表以及对工艺参数和控制器参数的修改等。操作员站和工程师站的画面组态软件选用SIEMEN公司的WINCC完成用户二次软件开发。PC的主要功能是显示工艺流程、电机及阀门等的运行状态及控制、故障报警、故障发生的部位及其处理方法;显示温度、液位等模拟量,并能通过打印机打印。WINCC是西门子公司专门为过程控制和现场监控开发的监控系统软件,本系统分别制作了蒸发工段一、蒸发工段二个工艺画面,画面中的各参数的设定都是随着PLC的改变而改变的。工作人员可以通过这些画面监控各个电动机的运行和池中液位的高低,而且可随时根据系统运行状况而直接控制电动机的运行。
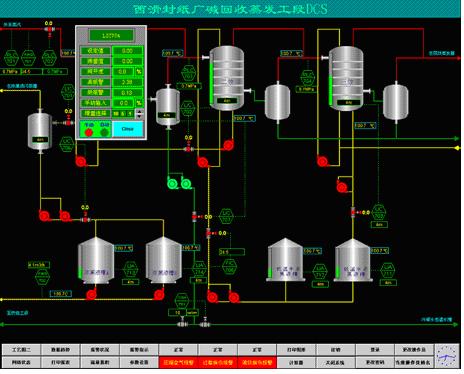
a

b
图3 蒸发工段工艺图
5 仿真结果
图4~图6是蒸发器液位、板式冷凝器冷凝水的温度、蒸汽压力的仿真结果。
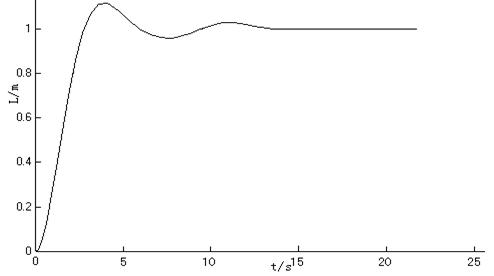
图4 蒸发器稀黑液液位
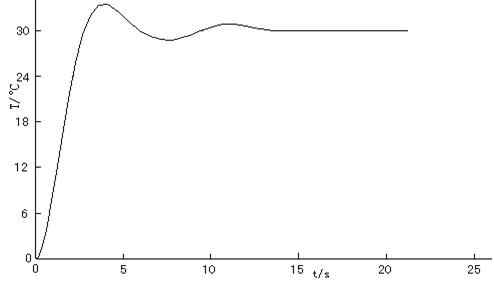
图5 板式冷凝器冷凝水的温度
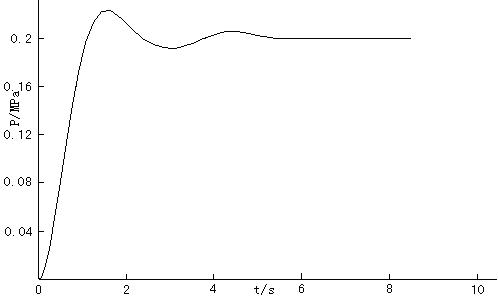
图6 进效蒸汽的压力
从图4~图6可看出:3个被控参数在阶跃输入信号作用下的响应曲线的衰减比都近似于4:1,系统响应速度快,调节时间短,能很快达到稳定,系统超调量小,且控制精度都比较高,其动态性能、稳定性能都能满足厂方的要求,如精度为0.05,远小于厂方提出的0.02,蒸发器开机10秒左右,液位、温度基本稳定于设定值。
6 应用体会
本S7-300具有以下显著特点:(1)循环周期短、处理速度高;(2)程序结构简单、可用于复杂功能;(3)产品设计紧凑、可用于空间有限的场合;(4)模块化结构、适合紧密安装;(3)无需电源备份,免维修;(4)可在恶劣气候条件下露天使用。而且添加的分布式I/O与PLC站中的本地I/O具有同一的编址,因此在用户程序中可以像访问本地I/O一样方便的访问分布式I/O,这样编程时就完全不必考虑一个I/O地址在物理上是通过何种方式连接的。本系统抗干扰能力强,控制精度高,传输数据及时可靠。高效、节能,已于2002年6月投入现场使用,经过近半年来的现场运行,系统至今仍稳定可靠。
