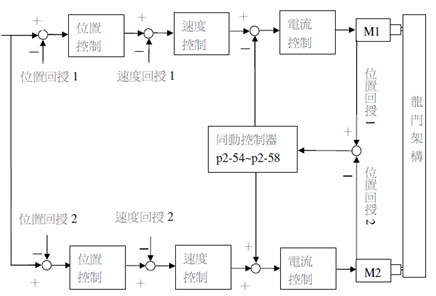
在CN技术和激光加工切割新技术已经广泛应用于金属、皮革、广告雕刻等切割加工领域的今天,采用新型的龙门机构设计的大幅面机器,幅面跨度可达到3mx5m有效的加工行程,使用了安装在床身侧的导轨设计,激光头纵向位移轴就可以方便的以门字形结构跨坐在横向位移导轨上,同时位移由横向两个伺服马达同步位移驱动两根丝杆来完成横向位移。如下图所示。这样负载重量就由2边导轨和丝杆分开承受,很好的解决了大幅面机械的幅面过大、机械刚性不足的问题。
解决了上述问题后,那怎么样才能很好的驱动电机使两边的伺服马达能够保持高精度的位置同步呢?本文就以龙门激光切割机为案例,详述了如何利用A2伺服独有的龙门同驱功能,仅以一路脉冲命令作为命令来源,即可实现两个伺服电机之间的高精度同步控制方案。
1. 台达高精度龙门同驱方案
传统的龙门同驱电机控制,一般都需要上位控制器的配合,需要独立的两路命令通道才能够控制两轴同驱。与传统龙门同驱控制架构相比,新的A2控制方式,无需修改上位控制器的硬件接口设置和参数设计,只需要改变上位控制器和A2伺服接线,以及设定相应的参数即可以实现双伺服同驱功能,这是A2伺服运动控制的一大特色功能。
2. 龙门同驱的控制架构和具体接线
a)控制器选型
龙门同驱须使用A2-m/u/l型驱动器,驱动器必须具有cn5接口,因为这一个接口可支持A2驱动器接受除自身编码器反馈之外的、来自于另外一颗伺服的第二路编码器反馈。
b)控制器架构
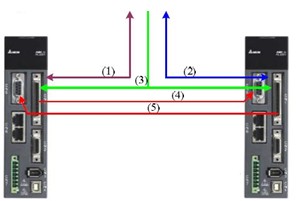
1)上位控制器给轴①的伺服di/do信号
2)上位控制器给轴②的伺服di/do信号
3)上位控制器给两轴的一路脉冲命令信号
4)轴①pg信号输出给轴②的cn5信号
5)轴②pg信号输出给轴①的cn5信号
c)具体接线如下,以轴①伺服为例

3. 方案的实施
a)伺服基本参数设定-电子齿轮比设定
当接线接好,检查确认无误后,即可进行伺服参数的设置。首先,取消相关无用的di,解除报警信息ale13、ale14、ale15,同时需要设定上位控制器对伺服命令的电子齿轮比参数,设定对正确的电子齿轮比是伺服正确运动的前提,切记两轴的电子齿轮比设定的数值要保持一致。
设定数值p1-44 电子齿轮比分子,出厂设定值为128。
设定数值p1-45 电子齿轮比分母,出厂设定值为10,即伺服驱动器接到10万pulse,马达才运转一圈,建议根据上位控制器发送脉冲的脉冲能力,以及最高运动速度,还有丝杆的螺距等因素综合考虑。
这里举例假设为p1-45=1,即10000pulse,电机运行一圈。公式如下:
1280000xp1-45÷p1-44=1280000x1÷128=10000pulse。
b)伺服惯量比测定
伺服惯量比的估测和伺服增益的调整,步骤如下:
1)先将龙门机构解除,检查所有的机构及伺服上的设定,如急停以及左右极限等,确认是否正常有效!
2)将两台驱动器上的面板监视调整为j-l(p0-02=15监测惯量用)。
3)上位控制器下达脉波指令,先以慢速来回移动龙门机构,确定机构运转没有问题,慢慢加快来回移动速度,观看驱动器上的惯量显示。
4)等显示稳定后,将惯量比分别写入到各自控制器的p1-37参数(当机械结构不对称时,各自的惯量比有可能不同)。
5)惯量比是伺服电机运转的计算基础,此值务必正确!
c)p1-46 pg分周比参数设定和p1-72光学尺闭环解析度设定
p1-46为伺服驱动器cn1自身输出到另一颗同驱驱动器的cn5的编码器反馈值,此数值大小和前面p1-44、p1-45并无实质的关系,为马达自身输出解析。设定数值越大,解析越高,越有利龙门的控制,但是超出一定控制的范围的话,将影响两轴间位置误差计算的正确性。限制公式为:马达转速÷60xp1-46x4 < 8*1000,000。
p1-72为电机旋转一圈时cn5应该接收到多少数值。为4倍频之后的数值,其数值为另一颗伺服轴的p1-46x4得到的数值。举例,如轴①的p1-46=10000pulse,则轴②的p1-72相应等于 p1-72=2500x4=40000pulse。通常两个轴的这两组参数要设定一致!
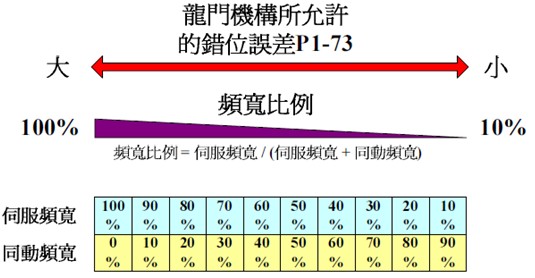
d)p1-73光学尺全闭环回授位置、马达编码器之间位置误差过大的错误保护范围设定
当伺服驱动器从cn5接收到的另一驱动器数值与自身编码器接口cn2反馈来的数值差值到该设定数值后,驱动器即发生ale40报警,在设定此值时,务必考虑实际的机械结构所能承受两轴间的错位误差,如误差值设定超过实际机械结构所能承受的能力,可能会损坏机械系统!允许误差的公式如下:
还以上述为例,p1-46=10000pulse,p1-72=40000pulse。p1-73=400pulse,丝杆的螺距为10mm,则两轴允许的误差为:
400÷40000x10=0.1mm,当两轴误差达到0.1mm时,伺服系统产生报警信息ale40。
需要注意的是这个值设定在设定时并非越小越好,还要考虑两轴因为负载情况不可能完全相同,在加速或减速过程中,产生较大的同步误差,因此要被考虑,后续章节会描述。
e)同步设定检查
使用a2-sfot软件示波器功能
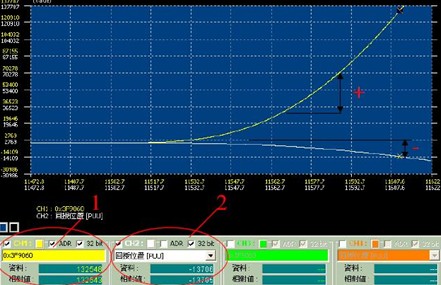
1)将示波器下方的ch1的adr及32bit勾选,并在黄格内键入0x3f9060,此值为驱动器内部光学尺cn5的回授脉波量,此变数为32位元数值(监视同动驱动器的移动方向)。
2)将ch2的32bit勾选,并在白色方格内选择“回授位置”,此为马达本身回授的脉波量(监视连接到示波器之驱动器的移动方向)。
3)命令上位控制器下达位置命令,使两颗马达同时移动,并观察pc示波器的变化,讯号如下图,ch1与ch2增加量是相反的,如不将cn5的输入信号反向,只要龙门同动控制一启动,就会马上产生两轴位置误差过大的警报,若将本机上的p1-74设定改为10x,即可将cn5接收到的回授信号将反相。
1) 如果设定正确,讯号会如同下图,增加量是同向的。(图中黄色的锯齿讯号,属正常现象,因为控制器内部,为避免溢位,执行数值重置的动作)
2) 完成后,将示波器接到另一台驱动器,察看另一台脉波回授相位是否正确。
a) 试运转以及P1-73 误差值的修正
使用A2-sfot软件增益计算功能,两台伺服驱动器先设定相同的伺服频宽设定,以避免两轴增益参数设定不一致而引起马达反应速度不同,产生较大的误差。
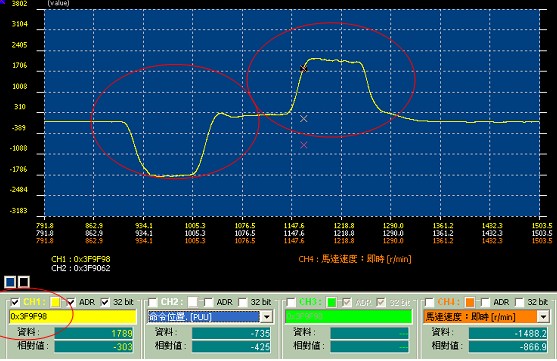
使用A2-sfot软件示波器功能
设定适当的伺服频宽后(由小到大调整),让上位控制器下达位置命令,并透过PC软件示波器,观察两轴之间的位置误差及同步情形。如下图设定,勾选CH1,ADR及32BIT,并输入位址0x3f9f98,此数值为两轴之间的位置误差量,单位为PULSE,两轴间若位置误差量大过设定值P1-73,则会产生报警。所以上位控制器最后给定的加减速指令,必须调整到伺服在加减速过程中,能够满足0x3f9f98<P1-73时才不会发生问题。
b) P1-74龙门同步功能的开启
当上述参数检查和设定完毕后,将参数P1-74设定等于2即可实现龙门同驱功能。
c) P2-57同步增益频宽的设定
当使用中发现两轴同步后,跟随误差还是较大时,建议适当的增加P2-57的数值,该数值为同步控制频宽,设定该数值后,系统会自动的计算出P2-54~P2-58等一系列同步频宽PID调节参数。此数值设定越大,其两轴同步的效果就越好。
但是需要注意的是,当系统的速度环频宽+同动控制频宽>系统自身的允许频宽时,机构就会共振产生啸叫,因此在调整同动频宽时,要由小到大慢慢的调整!
4. 其他因素对同步精度的影响
对于下述问题是一个十分有必要讨论的问题,我们在实际调试时发现以下问题对同步精度起影响作用,甚至有时左右到方案的结果。
1) 两台驱动器没有安装在同一个金属层板,导致不能等电位,引起驱动器CN5脉冲受干扰。
实际证明发现,有些客户的驱动器安装在胶木板上或者将金属底板喷漆,当采用的底线不够规格时,同时监控两台驱动器,其中一台编码器回授不增加,但是另一台驱动器的3F9060地址位数值却不断变化,显示有脉冲进入,这就是杂讯干扰引起。
解决的方法是:
A. 减少CN5到CN1的接线长度,采用屏蔽双绞线。
B. 使用金属底板。
C. 采用良好和正确的接地,或者将两颗伺服接地端子,使用金属铜编织带跨接。
2) 两轴同步时机械使用丝杆和齿轮齿条的效果差异。
当采用丝杆传动结构时,机械的刚性较高,因此可以获得较好的同步效果,而使用齿轮齿条时,需要两边齿条严格对位,这样对安装有了较高的要求,加上齿轮传动的间隙问题,所以结构刚性不如丝杆,同步效果也会差些,但这是机械结构特点决定的,伺服电机在电气上仍保持高精度的位置同步。
5. 结束语
本案只是A2高解析智能伺服龙门同驱功能的一个典型应用。目前A2系列伺服除龙门同驱功能外,其他系列机型还包含有CAN-OPEN总线机型,全闭环机型,以及扩展I/O机型,可以满足不同应用场合和控制需求,相信随着市场的不断深入,我们可以为客户实现更稳定、高性价比的伺服运动控制控制方案。
