1 前言
太阳能分布普遍,没有地域限制,无须开采和运输,清洁环保,永不枯竭。
利用太阳能的最佳方式是光伏转换,就是利用光伏效应发电。太阳能发电系统(如图1)主要包括:太阳能电池光伏组件(阵列)、控制器、蓄电池、逆变器、用户负载等组成。其中,太阳能电池组件和蓄电池为电源系统,控制器和逆变器为控制保护系统,负载为系统终端。
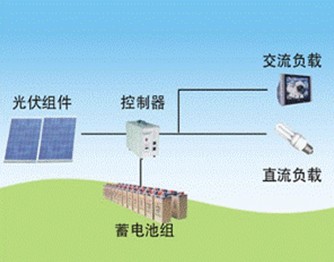
图1 太阳能发电系统示意图
在整个系统中,太阳能电池(如图2)光伏组件是最基本也是最重要的部分。太阳光照射到电池半导体p-n结上,形成新的空穴-电子对,在p-n结电场的作用下,光生空穴由n区流向p区,光生电子由p区流向n区,接通电路后就形成电流。这就是光电效应太阳能发电的工作原理。

图2 太阳能电池示意图
为提高发电效率,需要将多个太阳能电池进行串联,形成最终使用的太阳能电池光伏组件,如图3。

图3 太阳能电池光伏组件(阵列)
全自动串焊机与手工串焊相比较具有很多优势。全自动串焊机焊接速度快、质量一致性好,表面美观,没有手工焊接的焊锡不均匀现象,可以减少操作人员及检验人员的数量,降低管理难度及制造成本,焊接效果图如图4。

图4 焊接效果图
DMCNET(Delta Motion Control Network),简称DMC Net,是台达自主研发的工业自动化运动控制协议。最远通信距离可达30米,完全可以满足串焊机设备体积大的需求。采用总线方式,降低了串焊机的配线难度;采用双路不同CRC校验码进行通信,可以保证串焊机运行的可靠度和稳定性。
台达运动控制卡系统,基于DMCNET,以A01运动控制卡为核心,整合A2-F伺服驱动器马达,GA01网关模组,GE04集合式模拟量输入输出模组,GE16集合式数字量输入输出模组,GE01PI脉冲输出模组,GE01PG手摇轮输入模组,RM32远程数字量输入输出模组,RM64远程数字量输入输出模组,RM04PI远程脉冲输入输出模组等一系列运动控制产品,可以构成完整的串焊机运动控制解决方案,如图5。

图5 采用台达运动控制卡系统的串焊机
2 运动控制系统架构
太阳能串焊机的运动控制系统架构,如图6,采用A01軸卡*2,750WA2*1,400WA2*3,200WA2*4,64點輸入模組*5,64點輸出模組*3,脉衝輸出模組*1。
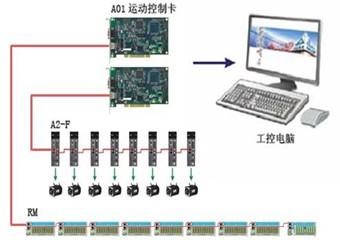
图6 运动控制架构示意图

图7 配线图
3 软件系统架构
软件系统分系统初始化、自动模式、单步模式、参数配置、运动配置、状态监视、报警输出等模块。软件界面如图8和图9。
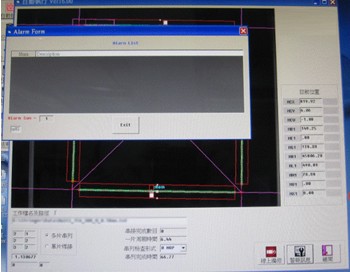
图8 软件截图
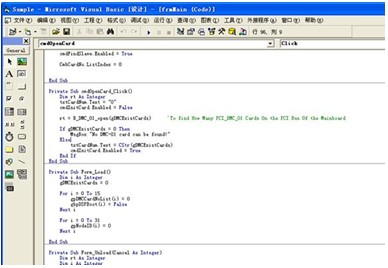
图9 程序源码示意图
4 系统工艺
通过系统软件与硬件的协同工作,控制取电池片料,电池片外观及栅线检测,喷涂助焊剂,升温,焊带拉取及铺设,放电池片,高频电磁感应焊接,降温,电池串翻面收集等动作。
取电池片料:为保证轻柔地将料盒内的电池片取出,采用压缩空气分层,配合橡胶吸盘,在精准的机械手动作下,可靠地将电池片送入工作区。
电池片外观及栅线检测:在检测环节中,可将外观缺陷及主栅线印刷异常的电池片移出。
喷涂助焊剂:采用无接触的助焊剂喷涂方式,可使助焊剂准确喷涂到预定的位置,为可靠焊接提供保障。
升温:通过逐渐升温,准备接下的焊接。
焊带拉取及铺设::由机械臂拉取裁切预定长度的焊带,并由机械臂精确的放置到加工位置。
放电池片:由机械臂抓取下一片电池,并精准的轻放到焊带上。
高频电磁感应焊接:降低焊机平台到达指定高度,控制焊接温度,进行无接触式的电池片焊接。
降温:将焊接完新电池片的电池串向前移动,进行降温。
电池串翻面:在一个电池串焊接完成后,有机械臂抓取,反面,并精准轻放到玻璃板上,准备进入下一道工序。
5 结束语
台达高速通信运动控制系统,具有架构完善,高速通信,控制精准,配线简单,维护方便等诸多优点。应用于太阳能串焊机设备,可以方便系统的整体规划配置,极大提高设备的整理运行效能。
作者简介:
商福进,男,出生于1982年11月,毕业于西安科技大学,电子科学与技术专业。现担任台达电子机电事业部应用技术中心专案工程师。从事运动控制产品的企划,新产品测试,客户端整体应用方案的开发,有着丰富的业界经验。
