在工业生产中,很多地方都需要用到点胶设备,比如集成电路、印刷电路板、彩色液晶屏、电子元器件、汽车部件等,传统的点胶是靠人工操作完成。随着自动化技术的迅猛发展,手工点胶已经远远不能满足工业的要求,对于不规则的产品手工点胶无法完成且速度慢、精度差。广大客户越来越需要一种可以完成点胶的全自动设备。在科技是第一生产力的今天,全自动点胶机给点胶行业带来更多商机和发展。台达20PM运动控制器具备G-CODE功能,可以很轻松的完成点胶所需要的直线、圆弧、圆、椭圆、矩形等路径运动。客户可自行设定直线或者圆弧运动速度,设定开胶、关胶延时以及提前关胶的距离。
1 设备外观
设备为某客户定制,此设备主要完成不同样式商标的点胶。设备外观如图1所示。
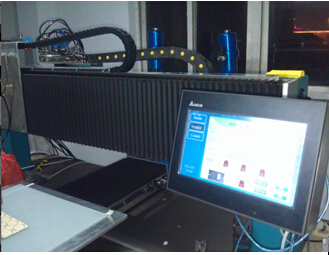
图1 设备外观图
2 系统电气架构
整个系统由台达运动控制器20PM作为主控,配合台达10寸人机界面以及HIWIN线性马达完成点胶工艺。PC电脑主要用于点胶路径规划和G-CODE下载。系统电气架构如图2所示。

图2系统电气架构
3 产品配置清单
整个系统主要的产品清单如图3所示。
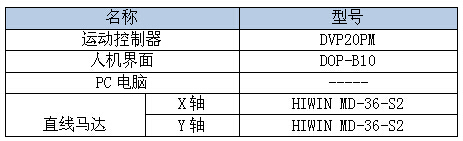
图3 系统产品清单
4 点胶原理简介
本系统采用20PM的G-CODE功能完成客户的产品点胶,由于客户产品有矩形、圆形、圆弧、圆环、以及不规则商标,所以需要客户首先把商标进行1:1扫描,然后使用LOGOSHOP软件规划出点胶路径,并生成G-CODE下载至20PM。
系统难点是无法一次完成,需要客户多次打样,寻找合适的路径,并且点胶对于加速度时间以及出胶延时、收胶延时、拉丝高度以及提前关胶距离等都有严格的要求。图4是点胶原理示意图。
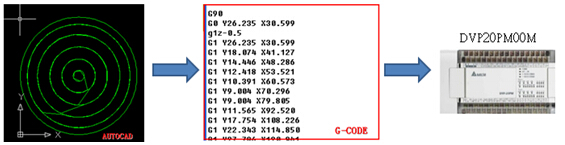
图4点胶原理示意图
5 LOGOSHOP软体介绍
LOGOSHOP软体是一套专门用于三维运动控制系统的前端设计软件,其主要目标是为全自动滴塑机控制系统提供前端工艺处理和路径优化。该软件完全免费,并且支持较多的文档格式。LOGOSHOP支持AutoCAD DXF标准图形交换格式、JPG、BMP、PNG扫描仪及常用图片格式、CNC标准G代码指令,并且可以利用LOGOSHOP直接绘图,符合AutoCAD操作习惯。

图5LOGOSHOP支持格式图示
6 点胶模式选择
6.1规则的商标点胶
对于一些类似点、直线等规则的商标可以采用此模式,该模式又分先X后Y和先Y后X模式。如图6所示。
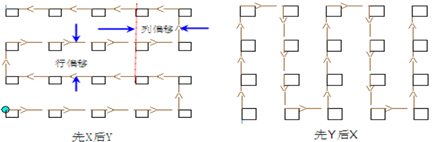
图6 规则商标的点胶模式
6.2不规则的商标点胶
对于不规则的商标,客户使用LOGOSHOP自行规划曲线路径,经转换后汇入PM进行曲线点胶,对于点、直线、圆弧、圆、椭圆、曲线,都可进行轻松绘制。并且可以自行设定出胶延时、开胶延时、提前关胶距离设定。不规则商标如图7所示。
图7 不规则商标
7 胶头高度设定
胶头高度对点胶效果有很大的影响,通过测试发现,按照图8放置,并且保证H2>=2H1,效果比较好,否则易造成堆胶、少胶现象。
图8 胶头高度设定
8 提前关胶距离实现原理
由于胶水的特性,如果运动到位置后再关胶水,该点位置会有堆胶现象发生,如果能够让关胶发生在运动停止之前,则能让点胶效果更加均匀。实现原理是把当前位置和目标位置实时做差,如果小于提前关胶距离设定值,则停止出胶,待运动停止可消除堆胶现象。其原理如图9所示。利用公式- 即可算出实际的目标位置和当前位置之差。

图9 提前关胶实现原理图
9 结束语
点胶设备在运动控制方面是一个比较典型的行业,正是由于这个行业特殊,很多G-CODE转换出来都不能直接使用,需要转换,并且各家不同,点胶路径的规划需要方便快捷,如果能给客户提供整套方案,从控制方案、点胶路径规划、软体下载,务必能取得好的效果。台达目前软件CANbuilder能够实现AUTOCAD转换成G-CODE,但缺少路径自动规划,无法插入M-CODE,Z轴参数无法规划,加速度、延时时间等都无规划。所以对于该行业带来很多不便,如果能把LOGOSHOP软体的功能加以修改成为台达自身软体,这样PM产品在点胶行业就会更有用武之地。
作者简介:
潘贤荣,男,生于1985年7月,毕业于西华大学,电子信息工程专业。现为台达电子运动控制专案工程师,从事台达IA产品技术支持,新产品测试及教育训练,具备3年从事台达运动控制行业经验。
