丹佛斯中心卷绕卡在热定型机中的应用
The application of Danfoss Center Winder Option in the heat setting machine
上海津信变频器有限公司 夏明
摘 要:热定型机末道收卷如果有张力锥度控制的要求,一般解决办法比较困难。丹佛斯的运动控制卡有很高精度的控制能力,加上丹佛斯专为卷绕行业开发的中心卷绕程序,能很好地解决这个问题。本文介绍了用丹佛斯变频器和中心卷绕卡实现带张力锥度控制要求的中心卷绕的办法和经验。
关键词: 丹佛斯变频器 张力锥度 中心卷绕
Abstract: It is difficult to control the winder of heat setting machine if the tapered tension control is needed. Danfoss’s motion control card has high precision control ability, add the software developed by Danfoss specially for center winder, it can been used in these application. The document will discuss the solution and experience of Danfoss center winder option card used in stress-relieving control.
Key words: Danfoss VLT Tapered-Tension Center-Winder
引言:
上海太平洋纺织机械成套设备有限公司印染机械分公司生产的的LSR800热定型机可供高级织物浸扎肋剂拉幅整理之用,达到国际先进水平。其中收卷控制系统为满足高档外贸客户张力锥度控制的高难度要求,特采用丹佛斯FC302系列高性能变频器和中心卷绕卡,取得了很好的控制效果和良好的经济效益。
一、 LSR800热定型机收卷机的工作原理:
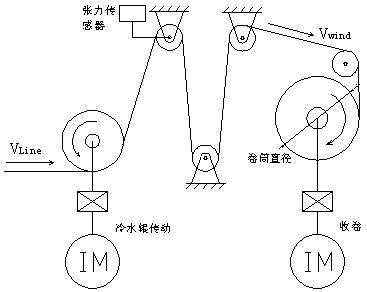
如图一所示,LSR800热定型机收卷机前级为冷水辊,采用Danfoss VLT AutomationDrive FC301系列驱动器,恒速度控制,电机上装有编码器,既用作冷水辊驱动器的速度反馈,又可以作为收卷控制的织物线速度前馈检测。收卷卷筒空筒时直径170毫米,满筒时为1400毫米,卷径变化约8倍。收卷卷筒采用Danfoss Automation FC302系列高性能驱动器,加装中心卷绕卡。中间装有张力检测辊。
二、 丹佛斯中心卷绕卡的功能:
丹佛斯中心卷绕卡上的接口端子如右图所示:
X55为编码器2输入接口,缺省用于连接本机编码器;
X56为编码器1输入接口,缺省用于连接线速度检测编码器;
X57为10端口数字量控制信号输入;
X58为24VDC电源;
X59为8端口数字量控制信号输出。

丹佛斯中心卷绕卡的最关键的功能是卷径计算。一般卷径有3中检测方式,一为传感器直接测量,由于需要现场安装传感器,成本会提高,而且故障率增加,所以实际一般较少采用;其二为厚度积分法,优点是控制简单,但是缺乏灵活性,当产品品种变化时需要调整参数;第三种方式为线速度计算法,根据公式 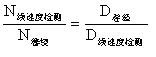 ,由于D线速度检测是固定不变的,所以通过检测线速度检测轮的转速和卷筒的转速就能算出卷筒的当前直径。这种办法计算精度较高,而且由于线速度检测和卷筒转速检测本来就是系统中已有的,所以在实际现场中采用得最多。
,由于D线速度检测是固定不变的,所以通过检测线速度检测轮的转速和卷筒的转速就能算出卷筒的当前直径。这种办法计算精度较高,而且由于线速度检测和卷筒转速检测本来就是系统中已有的,所以在实际现场中采用得最多。
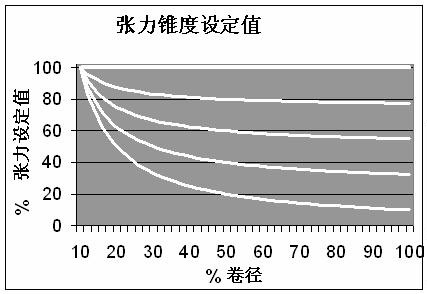
有了卷筒直径,就能根据张力和锥度设定给出张力锥度的设定值。丹佛斯中心卷绕卡的张力锥度设定值变化曲线如图四,当张力锥度设为0时,表示恒张力,张力设定值与卷径无关;当张力锥度设为100%时,表示恒转矩,卷径每增加一倍张力就减小一半。
三、 丹佛斯中心卷绕卡的参数设置及调试:
首先进行开环调试:
1. 设置参数1924,“线速度标定系数”
先不上织物或线材,卷筒处于空筒状态;然后开机;将线速度开到最大;这时候一边调节参数1924,一边观察变频器操作面板LCP上线速度检出值的读书,直到此读数等于100000为止;如果线速度检出值读数为负值,说明主编码器方向是反的,则要互换主编码器的A、B相接线。
2. 设置参数1925,“速度匹配”
先检查参数1905“最小卷径”设置是否正确,参数1905的设定值应该等于 ,然后将卷径复位到最小卷径,并将PID调节器关闭(将增益和积分设为0),接着开机,线速度开到最大值;这时卷绕速度完全由线速度前馈决定,然后一边调整参数1925,一边观测卷绕的输出线速度,直到卷绕的输出线速度与前段线速度的实际值相同。
,然后将卷径复位到最小卷径,并将PID调节器关闭(将增益和积分设为0),接着开机,线速度开到最大值;这时卷绕速度完全由线速度前馈决定,然后一边调整参数1925,一边观测卷绕的输出线速度,直到卷绕的输出线速度与前段线速度的实际值相同。
3. 设置参数1926,“卷绕转速标定系数”
在第二步的基础上继续,因为这时卷筒正好运行于最高转速。一边调整参数1926,一边观察卷绕转速检出值的读数,直到卷绕转速检出值的读数等于100000。
然后进行闭环调试:
将织物或线材按正常生产方式装到设备上,将线速度设为0,然后开机;这时PID调节器应该开始工作,观察PID调节器的输出方向,如果实际张力小于设定值,卷筒应该增速(注意放卷时的状况正好与此相反),反之卷筒减速,说明PID调节器的方向正确;如果不是这样则,则将PID输出设为反向;接着设置PID调节参数,使卷筒转速稳定;再慢慢提高线速度,一边提速一边优化PID调节参数,直到整机开到全速,系统也能稳定运行。
四、 运行效果:
由于事先准备工作充分,加上丹佛斯提供的调试工具—MCT10软件操作简便,功能强大,在用户现场调试一次就成功,系统开机至今未遇任何故障。
参考文献
[1] MCO352中心卷绕卡使用说明. MG.33.T1.02. Danfoss A/S
[2] FC300编程指南. MG.33.M3.41 Danfoss A/S
作者简介
夏明:上海津信电气有限公司技术部经理,主要从事丹佛斯变频器产品的应用和研究。联系方式:上海市新市路248弄5号,邮编:200083,电话:021-65618877
