淄博市临淄银河高技术开发有限公司(以下简称临淄银河公司)主要致力于电力电子模块、大功率电源装置和电力电子基础材料的研发和生产,主要产品有各种型号规格的晶闸管智能控制模块、恒流恒压控制模块、智能电机控制模块、双闭环直流调速模块、MTC、MTX、MTG、MDC、MDS、MDQ、SSR(固态继电器)、IPM、IGBT、DBC陶瓷覆铜板、大功率LED陶瓷散热基片等。
过去,临淄银河公司在生产DBC陶瓷覆铜板时,是由人工把陶瓷覆铜板放置在铁网输送线上,流入高温加热设备,之后流出。“这个时候工件有一定温度,在高温加热设备的出口处,由人工来抓取,之后放置在临近工位的物料盒中。”临淄银河公司的生产工程师介绍说,“每个陶瓷板之间再人工放置一张白色隔层纸,结束后再返回加热设备出口处,等待下一个工件。”
这样的生产方式导致生产效率很慢,要耗用2~3个人不间断生产。再加上工件本身有一定温度,人工操作时需要戴上特制手套,因此工件放置在物料盒中也不是很整齐。在陶瓷板分割工序,还要增加一个人对物料盒中的众多陶瓷板进行整理。
于是,临淄银河公司决定进行设备改造,提升生产自动化,引入机器人完成自动抓取。项目由北京自动化研究所总包造,选用南京埃斯顿自动化股份有限公司(以下简称埃斯顿)的机器人。
但是,埃斯顿的工程师有点担忧,“我们之前用过其它品牌的视觉系统,效果不太好,相机与机器人之间不能直接通讯,因此对于这个项目,我们也比较担心,怕两者之间通讯存在问题。”
另外,生产现场对视觉检测有着特殊要求,这对视觉系统提出了一些挑战。
比如,工件为陶瓷覆铜板,工件中间较大区域为黄色铜材质,四周有1-3mm宽度的陶瓷白边。工件放置在铁网链条上且在工件左右两个短边各放置2个陶瓷块,避免陶瓷覆铜板与链条直接接触。工件之间有一定间距,链条一直在匀速运动,工件流入经高温融合设备后,铜与陶瓷之间键合,在高温加热设备的出口处一段距离,视觉进行定位引导检测。
“铁网链条长时间加热后,会变形,很不平整,有高有低,工件放置在4个小陶瓷块上,经加热后,会从陶瓷块上滑落,另外陶瓷板两端也会适当翘起,这样陶瓷板的姿态任意,位置偏移、倾斜、旋转等问题都会存在。”埃斯顿的工程师指出。
本项目最大的挑战就是陶瓷板存在高低、倾斜差异,铁网链条处于一直运动中,加上链条本身有高有低,陶瓷板到位后光电提供触发信号不是很准确,也就无法准确触发相机拍照,相机的触发方式相比于以往有时改变。
“陶瓷覆铜板大小有一定差异,有的工件四周白边宽2mm,有的1mm,有的长度会长些,有的宽度会宽些。覆铜的颜色也有深有浅,有的黄铜,有的紫铜。”埃斯顿的工程师指出,“生产时,顺序不固定,如上一块覆铜板大点,下一块就会小点,因此就要求视觉予以兼容。
此外,由于陶瓷板一直在运动,因此就要求相机运动中检测,机器人也在运动中抓取。现场机器人的运行行程有限,无法触及到相机检测位置。相机检测工位与机器人抓取位置之间有一定距离,线体运动方向需要补偿一定的距离值。
面对这些检测难题,上海贝特威自动化科技有限公司作为埃斯顿的合作伙伴,向其推荐了康耐视公司的视觉检测解决方案。在测试中,康耐视的视觉方案大放异彩,让临淄银河公司的生产人员和埃斯顿的工程师刮目相看。
“配合相机调试时,工件来料随意放置,相机依然可以准确检测出工件的中心位置,引导机器人正确抓取,” 埃斯顿的工程师说道,“原来康耐视相机与机器人KEBA系统可以直接通讯,这样接收相机的坐标数据就方便多了,”机器人工程师蔺力说道。”
事实证明,康耐视强大的PatMax工具可以轻松应对陶瓷板的查找,即使陶瓷板覆铜区域颜色有一定差异,甚至陶瓷板本身大小有一定的变化,PatMax工具依然可以准确定位;先使用Patmax查找陶瓷板进行初定位,之后在陶瓷板四周使用Findline工具,四个Findline找到的边向工件中心进行偏移,交点即为工件的中心点。以某一边的角度变化来反映陶瓷板的旋转角度。这样,对于工件因高低不平发生的倾斜,视觉查找计算的中心点也依然是工件的正中心点。
通过应用康耐视卓越不凡的In-Sight视觉系统,临淄银河公司的视觉引导检测流程和机器人抓取流程得到了优化,具体如下。
视觉引导检测流程:铁网链条一直运动,人工放置陶瓷板,流入高温加热设备,隔一段时间后流出加热设备,距离出口一段距离,安装相机,对陶瓷板进行定位引导检测;相机编辑并加载检测程序,触发方式设置为连续触发,机器人通过IO线控制相机的联机、脱机状态;设备生产时,机器人发送联机信号,相机不停的拍照检测;陶瓷板随铁网链条向前运动,慢慢的陶瓷板进入相机视野,从陶瓷板很少一部分进入相机FOV,到整个陶瓷板进入到相机FOV中,在每次拍照中,相机通过PatMax工具来查找陶瓷板,通过PatMax初定位查找陶瓷板四个白边(Findline),之后将四个通过计算向内偏移,交点即为陶瓷板的中心点,最后判别交点坐标是不是在事先设定好的相机FOV中心处区域(主要考虑交点坐标Y值是不是在FOV中间区域);若Y值满足设定的合格区域,相机发送对应的X、Y、Angle三个值给到机器人;若检测不合格,相机会发送事先约定好的三个固定值;机器人收到数据后,发送相机脱机信号,继而相机停止拍照;机器人调整姿态抓取工件,最后将工件放置到夹具中;工件之间存在一定距离,可以满足在下一个工件到位时,机器人已经回到抓取等待位,并且发送相机联机信号。
机器人抓取流程如下:机器人接收相机发送的X、Y、Angle值,并按编码器进行相应距离补偿;调整姿态抓取工件,抓取工件后发送相机脱机信号;运动陶瓷板放置在夹具上时,调整位置,顺利放置到夹具中;从临近码纸工位(纸张码垛)吸一张白纸再放置陶瓷板上;最后返回到抓取等待位,发送相机联机信号,等待下次抓取。
现在,临淄银河公司的DBC陶瓷覆铜板应用In-Sight视觉系统和机器人之后,不但节省了3~4位生产工人,提高了生产速度,而且可以同时兼容多种工件生产。即使工件温度有点高时,也可以直接抓取放置到物料盒中。
“视觉技术配合机器人的使用,提高了生产自动化水平和生产效率,保证了产品质量,节约了公司人资成本,”临淄银河公司的生产工程师最后总结,“现在,抓取合格率可达99.8%以上,对于变化比较大的不合格陶瓷板,也能提示机器人抓取放至废料盒中,”朱利最后总结道,“对于后面的陶瓷板分割工位,我们也会考虑增加视觉产品进行测量”。
In Sight 7200-11相机固定安装,两个条光侧打,陶瓷板视觉引导检测,之后将X、Y、Angle值发送给机器人。

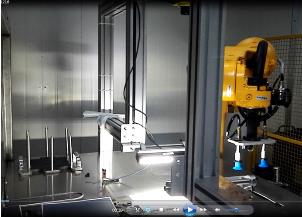
机器人抓取工件时状态图,两个吸盘。

In sight软件程序界面-自定义视图,按客户要求,显示主要信息。
