摘 要: 根据废碱液湿式氧化处理装置工艺的特点,利用先进的CITECT组态软件、新型PCC 可编程工业计算机控制技术、优化多级模糊控制理论,设计了废碱液湿式氧化处理装置微机自控系统,该控制系统采用B&R 2010 系列模块作为下位机,研华工控计算机作为上位机,上位机监控软件采用CITECT组态软件编制,下位机控制软件采用PG2000 高级语言编程。系统对反应器温度实施了优化多级模糊控制,对其它参数实施了PID 控制。该系统投入实际运行,效果良好,装置反应器温度控制误差≤2 ℃。反应器压力控制误差≤0. 01 MPa ,提高了废碱液湿式氧化处理的质量和效果,为废碱液湿式氧化处理装置平稳安全运行提供了可靠的保障,达到了工艺要求的控制指标。PCC 可编程工业计算机控制技术在该装置自控系统上的成功应用,对炼油厂污水处理装置技术改造有一定的借鉴作用,具有较好的推广前景。
关键词: 组态软件; PCC; 模块化设计; 分布式控制
环境的污染直接威胁到人类的发展和生存,随着环境保护意识的增强,污水的处理越来越受到重视。某炼油厂为了改善废碱液污水对环境的污染,建立废碱液湿式氧化污水处理装置,该装置自控系统采用先进PCC 可编程工业计算机控制技术,并在实际的运行中取得了良好的效果。
1 装置的工艺控制流程简介
废碱液湿式氧化处理装置工艺控制流程如图1所示, 废碱液经泵送入反应器,与从反应器底部进入的空气、蒸汽混合在一定的反应温度和反应压力下进行湿式氧化反应, 反应器的反应物经顶部的节流阀,实现绝热闪蒸过程,将压力降低,进入冷却塔进行喷淋、冷凝等操作,冷却塔排出液送入换热器进行换热,换热后的废碱液一路经泵打循环重新返回冷却塔进行喷淋操作,一路排出系统。
2 系统硬件构成
根据废碱液湿式氧化处理装置的工艺特点,该控制系统采用B&R 2010 系列模块作为下位机,研华工控计算机作为上位机,系统硬件构成如图2 所示。
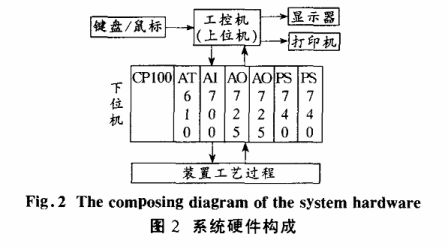
下位机功能模块CP100 为CPU 模块,AT610 为温度检测模块,AI700 为模拟量输入模块,AO725 为模拟量输出模块, PS740 为电源模块。每个模块都有运行状态及模块接线盒状态显示功能,每个模块都可带电插拔。系统设置两个电源模块,使下位机硬件系统具有电源冗余功能。
整个系统采用二级分布式上、下位结构,上位机系统完成工艺流程显示、控制回路、参数设置、数据报表打印、参数趋势显示、参数报警状态显示等功能。下位机由B&R 2010 系列可编程计算机控制器(简称PCC) 构成。
3 系统软件设计
根据工艺控制方案的要求,我们编制了系统控制软件,它主要由上位机组态软件和下位机控制软件构成。
3. 1 上位机组态软件设计
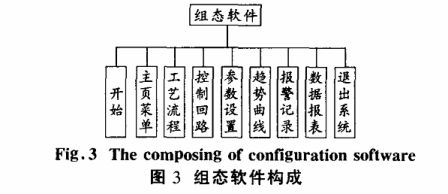
上位机组态软件的开发平台选用CITECT 组态软件,上位机组态软件的结构如图3 所示。在组态软件设计中,CITECT 组态软件提供的强大功能,使操作画面更贴切用户,装置工艺流程、设备运行状态一目了然,提高用户操作的安全性和可靠性。组态软件的通信点数直接决定着组态软件的价格,对于通信点数的数字型变量实行了软"压缩"和软"解压缩"技术[1] ,有效提高组态软件的性能价格比,降低工程造价。
3. 2 下位机控制软件设计
贝加莱工业自动化公司开发的可编程计算机控制器(PCC) 代表着一个全新的控制概念,它集成了可编程逻辑控制器的标准控制功能和工业计算机的分时多任务操作系统功能,它能方便处理开关量、模拟量、进行回路调节。
下位机控制软件利用贝加莱工业自动化公司提供的PG2000 编程环境,根据工艺控制的要求,将工艺流程中各个控制任务,按照PG2000 中图形设计方法(GDM) ,编制相应的任务模块,再对任务模块进行参数设置、变量定义和语言编程[2] 。
下位机控制软件设计采用图形化设计方法(GDM) , 下位机控制软件模块构成如图4 所示。下
位机控制软件工程名称为:"SHYH",PCC 层包括项目"PCC1"。项目下属TASK层包括B&R 系统模块"Burtrap "、"Net2000 "、"Mathtrap "、" Sysconf "、"Exermo"、"Io-lib"、"Io-2010";数据模块"Io-cont"、故障诊断"Io-excp";循环任务模块"Io-check"、"Io-list"、"exch-data"、"init-data"、"FIC - 1"、"FIC - 2"、"PIC -1"、"PIC - 2"、"TIC - 1"、"TIC - 2"、"LIC - 1"。
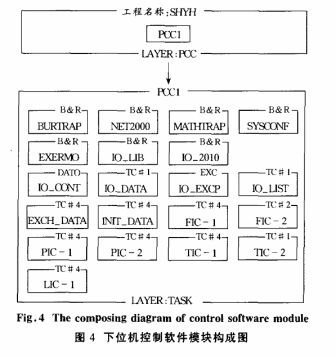
B&R 系统模块主要为B&R 系统硬件提供系统操作、IO 配置、系统通信、故障诊断等功能及软件函数库。软件设计时只要按照B&R 模块编程手册的要求,将相应B&R 系统模块设计到任务层即可。对于循环任务模块则是设计时要考虑的重点,在该控制软件设计中,按照装置工艺控制任务的要求,设计了11 个任务模块,其中"Io-check"、"Io-list"模块主要完成I/ O 硬件的在线管理检查;"exch-data"、"initdata"模块主要完成I/ O 硬件采集数据的处理及参数初始化;"FIC - 1"、"FIC - 2"、"PIC - 1"、"PIC - 2"、"TIC - 1"、"TIC - 2"、"LIC - 1"模块主要完成装置工艺流程中工艺过程参数的调节任务。
对于循环任务模块"FIC - 1"、"FIC - 2"、"PIC -1"、"PIC - 2"、"LIC - 1"、"TIC - 2"的控制算法均采用B&R2000 系统提供的优化PID 控制算法函数。通过对PID 算法函数中输出最大值、输出最小值、比例系数、积分时间、微分时间、滤波系数、设定值衰减系数、超调阻尼系数等参数的合理设置,使装置工艺参数得到精确控制[3 - 5] 。
任务模块部分程序如下:
Ta = FC-1- TA ;pid-para parameter set value
Y-max < FC-1-OPX;输出最大值
Y-min = FC-1-OPN ;输出最小值
Kp = FC-1- P ;比例系数
Tn = FC-1- I ;积分时间
Tv = FC-1- D ;微分时间
Para-ptr = adr (para1)
Tf = 0 ;滤波系数
Kw = 1 ;设定值衰减系数
Kr = 5 ;超调阻尼系数
Dy-max = 0
E-pos = 0
E-eng = 0
Fbk-mode = 0
;pid-min parameter set value
w = FC-1-SP
x = FC-1-PV
PID-para ( 1 , Ta , Y-max , Y-min ,Dy-max , Kp , Tn ,Tv ,Tf ,Kw ,Kr ,E-pos ,E-eng ,Td ,fbk-mode ,d-mode ,parrptr,status) ;PID 参数处理
PID-min (1 ,0 ,w ,x ,adr (para1) , staus ,Y, I- ,D - );PID 运算
If FC-1-OPM= 1 Then ;手自动方式判断
IF Y> = 26213 Then
Y= 26213
End if
DA-FC-1 = Y+ 6554
FC-1-OP = DA-FC-1
Else
DA-FC-1 = FC-1-OP
End if
对于反应器温度控制回路(TIC - 1) 运用模糊控制理论,设计了先进的模糊控制算法实现了对温度的精确控制。模糊控制是应用模糊集合理论,基于模糊条件语句描述的语言控制规则,根据模糊推理和模糊判决,查询模糊控制表,解模糊,得到精确的控制量。本系统模糊控制利用偏差E 和偏差变化率ΔE 构成二维优化多级模糊控制器。
本算法中Et 和ΔEt 论域为[- 6 , + 6 ]的13 级,Ut为[- 7 , + 7 ] 的15 级,构成模糊控制规则表。该表由离线计算得到,为一个13 ×13 的矩阵,由左到右按行依次存入PCC 的内存单元中。算法执行时,根据Et 和ΔEt 的值由式(1) 得到模糊控制表中偏移地址:
T = 13 ( Et + 6) + (ΔEt + 6) (1)
式中13 ( Et + 6) 为所属行在内存中的偏移地址,ΔEt + 6 为所属列在内存中的偏移地址。
优化的多级模糊控制系统根据前馈控制原理引入了函数:
Ug = r/ k + Kg xUt(k) (2)
式中k 为对象的放大倍数,实际应用可估计为稳态温度值与输出量的比值, Kg 为前馈修正系数。本系统的输出量表达式为:
U = Ku xUt + r/ k + Kg xUt (3)
式中Ku 为比例因子。本系统的多级模糊控制根据E、ΔE 变化范围,分为多层,各层具有不同的论域。当系统轨迹进入某一层时,控制系统就采用所在层的范围作为新的论域,修改Ke 、Kec、Ku 的取值。这样在偏差E 的不同范围采用不同参数的模糊控制,再加上引入的前馈控制原理,将极大地改善系统的动态性能和稳态性能[6 - 8] 。
反应器温度由于采用了模糊控制算法,获得了理想的控制效果。控制升温响应曲线见图5。
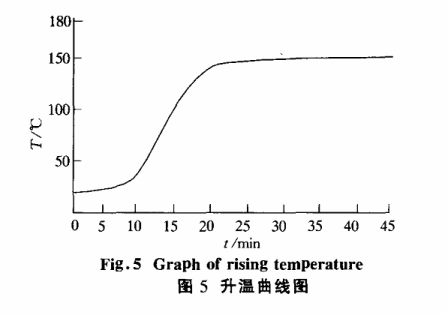
从升温曲线可见优化多级模糊控制的动态性能和稳态性能具有如下特点: (1) 无超调量; (2) 控制精度高; (3) 系统余差小; (4) 系统反应速度快。
优化多级模糊控制是对传统PID 控制的发展和补充,它特别适应于对象滞后大,且要求无超调量控制场合。
4 现场应用
PCC 控制技术在某炼厂废碱液湿式氧化污水处理装置自控系统上获得了成功应用。自2001 年1月投入运行以来,状况良好,装置反应器温度控制误差≤2 ℃,反应器压力控制误差≤0. 01 MPa , 装置主要参数测控水平完全达到了工艺要求,改善了废碱液湿式氧化污水处理质量,同时减轻了装置操作人员的劳动强度,提高了装置自动化程度。
参考文献
[1] LIN Zhi - qiang(林志强) . The application of CITECT configuration software in computerized monitoring system of arc furnace(CITECT组态软件在电弧炉计算机监控系统中的应用) [J] . Process automation instrumentation(自动化仪表) ,2003 ,24 (10) :58- 60.
[2] QI Rong(齐蓉) . 最新可编程控制器教程[M] . 西安:西北工业大学出版社,2000 : 200-202.
[3] YANG Xian - hui (阳宪惠) . 现场总线技术及应用[M] . 北京:清华大学出版社,1997.
[4] LUO Zhi - jun(罗志军) ,YIN Bin(尹斌) . Field Dus control system based on Profibus - Dl for PLC and PC(基于Profibus - DP 的PLC 与现场总线控制系统) [J] . Control & automation(微计算机信息) ,2004 ,11 :5 - 6.
[5] LIMing(李明) ,YANGCheng(杨承) ,YANGCheng - yu(杨成语) . PID control system of the hot - press based on PLC(基于PLC 的热压机PID 控制系统) [J] . Forestry machinery & wood working equipment(林业机械与木工设备) ,2004 ,32 (12) :56 - 58.
[6] LI Xia (李霞) ,SU Li (孙丽) . Intelligent boiler control system and anti - interference measures(锅炉智能控制系统及抗干扰措施)[J] . Process automationinstrumentation(自动化仪表) ,2003 ,24 (6) :46 - 48.
[7] CHENGXiao - ming(成晓明) ,LIU Ai - mei (柳爱美) ,TIAN Shu - mei (田淑美) . Optimize and realization of multilevel fuzzy control in stove temperature based on PLC(基于PLC 的炉温多级模糊控制的优化与实现) [J] . Application of electronic techolnogy (电子技术应用) ,2001 ,27 (12) :31 - 34.
[8] HE Li - min(何立民) . 单片机应用技术选编5[M] . 北京:北京航空航天大学出版社,1997 : 414 - 454.
作者:王加伦 (抚顺石油化工研究院, 辽宁抚顺 113001)
作者简介:王加伦(1960 - ) ,男,北京市,工程师。
