摘 要: 针对纸机的工艺特点, 提出了以可编程计算机控制器(PCC) 来实现传动控制系统的设计方案。这种方法充分利用了PCC 的特点组成分层递阶式交流变频网络控制系统, 大大节约了设计时间;由于PCC 具有高的响应速度, 强大的通信功能, 并采用分时多任务处理方式, 因而提高了纸机传动控制系统通信速度与质量, 使得系统稳定性高、实时性好且易于扩展。
关键词: 纸机; 传动控制; 现场总线; PCC; 变频调速
在纸机分部传动系统中, 多台电机的同步传动控制(无论交流传动还是直流传动) 问题是传动控制系统的关键, 它直接影响系统的可靠性和控制精度, 影响产品的质量和产量。尤其是对于高速纸机, 由于系统动态性能要求的提高和不确定因素的增多, 使得其同步传动控制问题变得更加复杂和困难。纸机的同步传动控制非常复杂, 具体表现在以下几个方面: ①系统变量多、参数多, 例如张力、速度、电流、电压、负载等; ②交流电动机的非线性; ③负载的不确定性;④多电机间性能的不匹配; ⑤多电机之间存在耦合。因此, 如何利用先进技术和先进设备来实现纸机同步传动控制, 获得最大同步传动速度, 提高纸的质量和系统运行的安全可靠性, 已成为造纸企业亟待解决的难题和研究热点。本文选用可编程计算机控制器(PCC-Programmable Computer Controller) 来组成分层递阶式交流变频网络控制系统, 大大节约了设计时间, 并提高了纸机传动控制系统通信速度与质量, 稳定性高, 实时性好且易于扩展。
1 纸机传动控制系统
传动控制是整个纸机控制的基本回路, 其必须完成速度链控制、张力控制, 并需考虑负荷分配问题。以3400/ 250 牛皮白纸板机为例, 主传动共17 个传动点, 包含芯网驱网辊、成形辊, 衬网伏辊、成形辊,面网伏辊、成形辊, 底网真空伏辊、驱网辊, 第1 导网辊, 真空吸移辊, 真空压榨辊, 大辊径压辊( 4组) , 光压下辊, 烘缸传动(4 组) , 施胶辊, 压光机下辊, 卷纸缸传动,总传动功率为1117kW。通过研究纸机传动控制的特点, 选用PCC B&R 2005 组成分层递阶式网络控制系统, 其传动控制系统结构如图1所示。
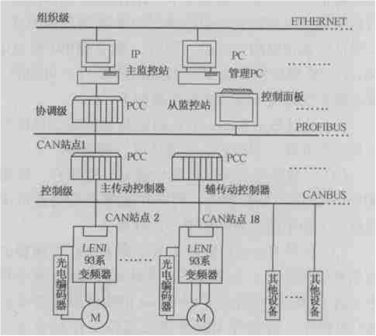
图1 分层递阶式控制系统结构示意图
PCC B&R 2005 采用模块化结构系统, 这种结构的特点是: CPU 为独立模块, 输入、输出、电源等也是独立模块。要组成1 个系统, 只须将所需的模块插入基板即可。它能通过现场总线PROFIBUS、CAN 组成控制网络, 也可以通过以太网ETHERNET 协议组成以太网控制网络, 组网非常方便。B&R 2005 带有操作系统, 更多的控制任务可以通过分时多任务处理, 增强了系统的实时性;其编程可以采用高级语言, 如C、Automation Studio Basic 等, 能实现复杂算法的编程[1 - 2 ] 。
纸机传动控制系统的组织级由上位工业控制计算机(IPC) 来实现, 完成整个传动控制的数据处理以及控制决策, 它与B&R 2005 通过ETHERNET 以太网接口相连。分层递阶式控制系统的协调级由B&R 2005来实现, 它与另外的负责辅助传动控制的B&R 2005通过PROFIBUS 相连, B&R 2005 的NW150 模块提供标准的PROFIBUS 接口。变频器、电机以及各种传感器执行分层递阶式控制系统的控制级任务。变频器通过CAN 总线挂接在控制网络中。B&R 2005 的IF671协处理器提供1个 RS232 接口、1 个RS485/ 422 接口和1 个CAN 接口。利用CAN 接口, 变频器通过CAN总线挂接在控制网络中。
2 速度链控制
根据造纸工艺要求, 纸机车速(v) 和抄纸定量(q) 之间存在下列关系[3] : Δq/ q =Δv/ v (其中Δq 是定量容许公差范围, Δv 是纸机车速容许公差范围) 。为了保证纸的定量能够在许可公差范围之内, 要求纸机车速稳定, 速度只能在一定的许可范围内波动, 通常生产时, 纸机车速偏差Δv 不超过±( 1.5 %~1 %) , 纸板机车速不超过±(1.5 %~21 %) 。因此, 稳定的纸机车速能保证纸的定量稳定, 并避免断纸及其他一些问题。纸机各个分部的线速度随着纸的品种、抄纸速度、纸张水分含量等因素改变, 但在某一品种某一速度区, 各个分部间速度的比例基本不变, 纸机前后各分部间速度是一种比例协调关系, 如图2 所示, 前一分部速度是后一分部速度的Ki 倍。纸机传动还要保证能够准确地调整各个分部的速度

K1 = N2/ N1 N2 = K1·N1
K2 = N3/ N2 N3 = K2·N2
K3 = N4/ N3 N4 = K3·N3
… …
图2 各分部速度比例分布示意图
纸机的速度链控制是整个传动控制的基本回路。旧式纸机用1 台定速式变速的交流电动机通过皮带轮、减速装置、齿轮等带动纸机各个分部。这就是通常所说的总轴传动方式, 现代化的纸机传动多采用分部传动方式, 即各个不同的分部都采用1 台以上的电机传动。针对17 个主传动点, 每台电机配备1 台变频器, 采用德国LENZE 公司的Lenze93 系列高性能变频器, 通过CAN 接口卡挂接在控制系统中。而且每台电机都带有每转产生1024 个脉冲的增量式光电编码器, 以完成速度反馈控制。
B&R 2005 通过检测各输入点的状态, 判断升速、降速、紧纸、松纸及是否微调, 并实现运行、爬行,以及单动、联动等控制。速度设定值由上位工控机设定, 通过B&R 2005 提供的过程可视化接口( PVI-Process Visualize Interface) 进入B&R 2005 ; 现场的增速、减速等信号由数字输入模块DI350 进入B&R 2005 , 通过B&R 2005 的内部计算补偿输出, 由CAN 总线进入变频器, 以达到调整变比的目的。
在分部传动中, 当前一分部的速度变化时, 不能影响其前面分部的速度, 只对后面分部的速度有影响。主传动的17 个传动点都是通过CAN 总线和B&R2005 相连, 它们组成17 个CAN 从站点, 编号从2 号一直到18 号, 其中1 号站点已经被作为CAN 主站的B&R 2005 所占用。在实现速度链时, 排好号的站点的速度变化只影响后面站点的速度, 这样通过CAN总线反映到各个传动点, 实现起来方便易行。由于使用了CAN 总线, 数据在系统中高速传输, 当速度给定值变化时, 实际速度响应快速跟踪, 保证了控制的实时性。
由于卷纸部随着纸卷半径的逐渐增大, 整个辊的转动惯量也随之变化, 此时若用普通的PID 调节器,已经很难适应参数不断变化的需要, 所以此处选用模糊自适应控制。
3 负荷分配
纸机的同一分部若有多个电机时还得进行负荷分配控制。例如纸机的网部真空伏辊、驱动辊、第1 导网辊和光压上、下辊等, 各传动点之间要求速度同步的同时还要求负载均衡, 否则会影响正常抄纸。当负荷不能均匀分布时, 有可能撕坏毛布或造成断纸; 另外, 负荷分配不平衡可能会造成某一个或多个电机过负荷运转, 有时速度过快的电机会拖动速度较慢的电机, 增加了电机负荷, 影响电机寿命, 甚至会烧毁电机[4] 。所以有必要在各个分部中的各自传动点之间实
施负荷自动分配控制功能。
传动控制要求各传动点电机负载率δ相同, 即
δ﹦Pi/ Pie (1)
其中Pi 为第i 台电机所承担的负载功率, P ie为第i 台电机的额定功率。但是在实际控制系统中, 由于电机功率是间接量, 难以测量, 所以多以电机定子电流代替电机功率。其算式如下:
 (2)
(2)
其中Ili为第i 台电机的负载电流, Iei为第i 台电机的额定电流, Il 为负载总电流。
B&R 2005 通过CAN 总线从变频器中读取各个传动点电机的电流值, 其后进行计算处理, 经由CAN总线将控制变化量累加到原先的控制量上, 输出给各个变频器。另外, 各电机的电流通过B&R 2005 上传给上位工控机, 通过对电流的监视, 判断系统的运行状况。由于公式(2) 是简单线性化的结果, 若用在高速纸机中, 需要进行补偿运算处理。
4 张力控制
压光机、卷纸机和复卷机需要进行张力控制。张力控制的需求是由造纸工艺决定的。张力过紧会造成更多的断头和卷纸的锥形挤出; 张力过松会导致纸张塌陷, 影响纸的质量和纸机的生产速度[5] 。张力传感器将张力信号检测出来送到B&R 2005 的模拟量输入模块AI775 , 构成张力闭环控制以保持纸张的张力恒定。AI775 能接收0/ 4~20mA 的信号, 分辨率是12位, 其接收的信号经过标度转换和张力设定值运算后, 通过张力调节器, 并经过补偿运算叠加到速度设定值输入上, 以达到调节张力的作用。此处的张力调节器功能完全通过软件PID 模块实现, B&R 2005 操作系统自带的LoopCont 库中带有此模块, 只要设定比例积分和微分等时间常数并设定输出的上下限, 滤波时间常数等就可以直接使用, 不必去编PID 控制程序。张力控制如图3 所示。图3 中ATR 模块是张力调节环, 采用普通的PID 调节; ASR 是速度调节环,采用参数自调整模糊控制, 及时调整量化因子和比例因子, 达到精确调节的目的。
图3 张力控制功能示意图
5 软件编程
5.1 PCC 软件编程
B&R 2005 型PCC 操作系统是分时多任务操作系统, 它是系统软件的核心, 负责管理多个任务的并行执行。PCC 提供了8 个具有不同循环时间不同优先级别的任务等级, 用户可以根据实际需要, 为每个任务设定各自的循环时间和优先级别[6] 。本系统PCC 中共有4 个任务, 其任务等级如表1 所示。其中: 优先级最高的是任务1 , 负责完成现场数据如张力、定量等的采集; 优先级次之的是任务2 , 负责完成同步补偿控制算法和PCC 与现场控制设备之间的通信; 优先级再次之的是任务3 , 负责完成数据显示, 对实时性要求不高, 但运行时间较长; 等级最低的是任务4 ,负责完成通信功能, 实现PCC 与工控机、人机界面等监控设备之间的通信, 要求尽可能地快。在B&R 2005 系统中, 采用分时多任务处理, 各任务的循环执行过程如图4 所示。
表1 系统各任务等级的选择

图4 各任务的循环过程
若本系统由普通的PLC 来实现, 各个任务都在同一个循环周期内, 由于用于显示的任务3 占用的循环时间较多, 导致整个系统的循环时间大于任务1 所要求的循环时间, 这就难以保证任务1 数据采集的实时性。而且如果用户有新的要求, 则需要改变整个程序。PCC 由于采用分时多任务处理, 解决了控制实时性的问题。它的各个任务可以通过软件挂起和投入运行, 给查错或增加新要求提供了便利, 而且可以实现复杂的顺序控制。
5.2 上位机通信编程
上位工控机采用B&R Provit 5000 , 它可以用VB、VC及Runtime 组建功能强大、图文丰富友好的上位人机界面; 或选用其他如组态王、开物组态软件等常用的组态软件, 这些软件都带有B&R PVI 的驱动,因此编程非常方便[6] 。采用B&R PVI (Processs Visualization Interface) 通过以太网接口实现与下位主控站B&R 2005 的实时数据传送交换; 从监控站选用PanelWare 控制面板, 用Panel Studio 进行画面组态, 方便实现局部设备的控制操作。
本程序的主监控界面有4 个, 包括主传动速度链控制界面, 辅传动控制界面, 实时曲线界面和报警记录界面。主传动速度链控制界面主要由17 个主传动点的速度、电流、电压等显示部分和整个纸机的控制信号如爬行、运行等组成。在主传动速度链控制界面中,点击各个传动点, 进入各传动点的数据显示和操作区。这部分包括: ①张力值设定和频率实际值显示。②频率值设定和频率实际值显示; 变频器的参数部分包括:站点号、参数值设定和参数值读取; 控制部分包括: 启动、停止, 正转、反转, 单动、联动, 改变、禁止等。要改变变频器参数时必须先按"改变"控制按钮, 应用程序才允许用户改变参数。若不想随便改变参数和频率, 按下"禁止"按钮即可封锁所有针对参数的操作。如果应用程序在进入时设置密码管理部分, 可实现监控和管理的安全。辅传动控制界面基本上和主传动控制界面相似。实时曲线界面是各种实时曲线, 可以通过这些曲线监视系统的稳定性。报警记录界面主要记录和显示各种报警事件, 并显示相应的原因, 给检修提供依据。上位工控机和下位B&R 2005 的数据交换通过PVI 接口, 其数据传输过程如图5 所示。

图5 实现变频器在线监控过程
6 结 语
分层递阶式控制系统和先进控制器PCC B&R 2005 的应用, 成功实现了纸机高精度的同步控制,达到了控制和管理的目的。这种分层递阶式控制系统结构清晰, 责任明确; B&R 2005 不仅具有系统的高速响应, 而且采用定性多任务分时操作系统, 使整个系统得到了优化, 具有较好的实时性, 易于实现; 使用现场总线网络, 稳定性高, 数据传输快, 提高了控制精度。
参 考 文 献
[1] 齐 蓉1 可编程计算机控制器原理及应用[M]1 西安:西北工业大学出版社,2000
[2] 肖维荣. 发展迅猛的PLC 控制技术[J] . 机械制造,1999 (1) :43
[3] 隆言泉. 制浆造纸工艺学[M] . 北京:中国轻工业出版社,1981
[4] 何 平. 造纸机负荷分配系统分析[J] . 纸和造纸,1996 (5) :28
[5] 孟彦京,段明亮,等. 涂布纸板机的张力特性与控制策略[J ] . 中国造纸,2002 (1) :23
[6] 齐 蓉. 可编程计算机控制器高级技术[M] . 西安:西北工业大学出版社,2003
作者:汪 明 张承慧 (山东大学控制科学与工程学院, 山东济南, 250061)
作者简介:汪明先生,山东大学在读硕士研究生;主要研究方向:应用系统建模及计算机控制技术。
