摘 要 介绍了可编程计算机控制器(PCC) 的特点及其在塑料挤出机上的应用。通过软、硬件的分析,说明了可编程计算机控制器比常规可编程控制器性能更加优越,特别是它的多任务处理操作系统和通信能力。PCC 实现挤出机温度的智能化控制;通过CAN 现场总线实现主站PCC2005 与从站PCC2003 之间的通信。
关键词 PCC 塑料挤出机 通信
0 引言
塑料挤出机是异型材挤出生产线(如塑钢门窗的生产) 和铝塑复合管生产线上的关键设备。挤出机自加料端至机头分为加料区、熔融区和均化区3 个区。在加料区,固体塑料通过与料筒的磨擦作用而被向前输送并逐渐压实;在熔融区,固体塑料被加热熔融,在液固界面上生成一层熔体膜,当熔体膜厚度超过螺翅与料筒的间隙时,熔体被螺翅刮落,在螺翅前侧形成熔池,后侧形成固体熔床;在均化区,物料在螺杆前进的过程中受到正流、侧流、倒流、漏流4 种运动的搅拌、剪切和压紧作用,得到充分混合、塑化,并在一定压力下连续地通过口模而形成连续体。在挤出机中温度和速度控制是非常重要的。
贝加莱公司的工业自动化产品PCC是综合了PLC和工业计算机优点的新一代可编程计算机控制器,具备各种标准的控制功能,硬件采用了能灵活配置的模块化结构,可带电插拨,可靠性高。PCC 支持多任务分时操作系统,提供了8 个分别具有不同循环时间不同优先权的任务等级(task class) 。其中优先权高的任务等级,即高速任务有着较短的执行周期(周期可由用户设定,范围从1ms 到20ms) ,而标准任务的循环时间可从10 ms到5000 ms设定。而且每个任务等级可包含多个具体任务,这些任务中间可以再细分优先权的高低。
PCC的多处理器和智能I/ O 技术使其智能性强,智能模块内部有自己的CPU ,其运动模块配以高精度高质量的运动控制算法,温度模块配以具有自学习能力的温度调节算法(PID 和模糊调节技术) 。智能温度PIDxh 软件可以自动计算出不同温控所需要的PID 参数,过程控制的PID 调节可以达到50μs 一个回路。
PCC产品使用开放式总线结构,与各种系统通信方便,提供支持CAN BUS 的硬件模块并自带CAN 接口。因此,很容易实现CAN BUS 物理连接,并通过相应的通信程序实现PCC系列产品之间的通信。帧驱动器(frame driver) 是贝加莱公司为实现与第三方设备之间进行通信而设计的软件工具箱。由于Frame Driver 是一个自由通信协议,编写串行接口(如RS - 232 ,RS- 485/ 422 ,TTY等) 的通信协议非常方便。通常的数据通信,用户必须对端口的细节了解很清楚才能通过编程实现对接口各管脚的操作。而帧驱动器将这些操作集中起来,用户不必知道接口的细节就可以通过帧驱动器命令直接传输读写数据。
PCC提供了结构化高级语言PL2000 ( 类似C 语言) ,也可使用梯形图(LAD) 、指令表(STL) 编程,且具有强大的数据运算和处理能力。
本文介绍PCC在铝塑复合管生产线中对4 台挤出机的控制。
1 系统的构成和功能
图1 为PCC控制4 台挤出机系统框图。4 台挤出机都是单螺杆挤出机:内管挤出机螺杆主电机为75kW直流电机;内管涂胶挤出机螺杆主电机为55kW直流电机;外管涂胶挤出机螺杆主电机为55kW直流电机;外管挤出机主电机为45kW直流电机。4 台挤出机的螺杆直流电机都是由数字式直流调速系统E590 驱动,它们通过主站处理器模块的IF2 口以RS - 422 与PCC通信。牵引机主电机是三相交流电机,均由Lenze 变频器驱动,它们通过主站接口模块的IF2 口以RS - 485方式与PCC 通信。上位机为贝加莱公司的PROVIT -5000 系列工控机,用于在人机界面上对全线设备集中监控。挤出机的控制选用PCC2005 作为主站, 两台PCC2003 作为从站,包括电源模块PS465 、处理器模块、接口模块、温度输入模块、模拟量输入模块、模拟量输出模块、数字量输入模块和数字量输出模块。工控机、主站和两个从站通过CAN 现场总线实现实时通信。
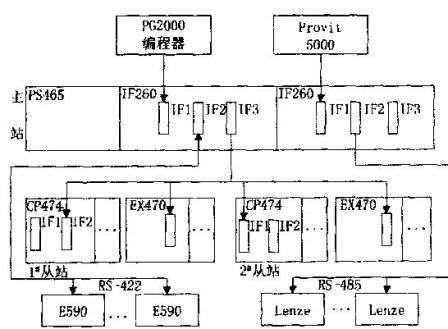
图1 挤出机控制系统框图
2 系统的软件设计
用PCC编制用户程序相对于传统PLC 的一个显著优点是它的多任务处理能力。它非常适合于控制功能复杂、对实时性要求高的设备。整个系统的控制程序采用PL2000 高级语言和LAD(梯形图) 混合编制,根据其不同功能编出独立的程序块,并按实时性要求设定优先级。同时,编程环境中包含丰富的函数库及功能块,大大减轻了开发人员的工作量。
2. 1 温度控制程序
在铝塑复合管生产中,为了增加聚乙烯的流动性、减少挤出机的负荷,希望提高挤出温度;但温度过高,尤其是在挤出机螺杆转速较低、塑料在机筒和模具内停留时间过长会使聚乙烯分子链受到破坏而影响管材质量。PL2000 编程语言提供PIDxh 函数,可以控制多路温度调节。挤出温度采用集中控制,每台挤出机的机筒上有4 个热电偶,机头上有一个热电偶,测温信号直接接在PCC的温度模块上,用PID温控软件实行独立的回路控制。在软件中还采取了自学习功能,即自动记录不同时段、不同原料、不同模具下系统所需的参数,并存放于PCC的数据模块中。软件可以自动计算出不同温控所需的PID 参数,温度控制精度可以达到±1 ℃。
2. 2 通信控制程序
通信程序是很关键的。在工控机、PCC主站和从站之间以及主站和挤出机的直流调速系统之间、主站与牵引机的变频器之间等都是靠通信进行数据交换的。工控机、主站和从站之间通过CAN 总线实现通信。CAN 通信程序中主要用到下述函数: 用CANopen() 实现CAN 控制器的初始化并申请传输数据所需的资源;用CANwrite() 函数对将被发送的数据进行写操作;用CANread() 函数进行读取数据的操作; 用CANdftab() 函数可创建一个包含CAN 总线数据的变量列表,用户可以通过事件变量来进行数据读写;周期性的数据读写则用CANrwtab() 函数进行处理。
使用Frame Driver 编写与直流调速系统和变频器的通信协议。在图1 中,4 台E590 直流调速系统分别驱动内管挤出、内管涂胶挤出、外管挤出、外管涂胶挤出直流电机,它们均通过主站处理器模块的IF2 口以RS - 422 与PCC通信,由PCC统一调整控制参数和给定值。5 台Lenze 变频器分别驱动内管牵引、内管涂胶牵引、焊管牵引、铝管牵引和成材牵引的三相交流电动机,它们通过主站接口模块的IF2 口以RS - 485 方式与PCC进行通信。通信时先使用函数FRM_ Xopen(enable ,adr (device) ,adr (mode) ,adr (config) ,status ,ident)初始化;发送数据时,先向帧驱动器申请一个缓存区,这时要用到FRM_ gbuf (enable , ident , status , buffer , buflng) 函数;然后将要发送的数据写入申请得到的缓存区中,用strcpy(outbufadr ,"Frame Driver Output Test") 函数或memcpy() 函数;最后命令帧驱动器传输数据,用FRM_writ (enable ,ident ,buffer ,buflng ,status) 函数。
接收数据的过程基本相反。首先通知帧驱动器从接口读一帧数据并把它放在一个缓存区中,使用函数FRM_read (enable ,ident ,status ,buffer ,buflng);然后将数据从缓存区中拷贝到工作区,用memcpy() 函数;最后要释放缓存区以便再用,用FRM_rbuf () 函数。由此可见,使用PCC的帧驱动器编写与第三方的通信程序是很方便的。
2. 3 挤出量控制
挤出量的控制是控制挤出的铝塑复合管内外管的大小。挤出量是按管径和牵引速度用公式计算出来的,以内外管径符合标准、表面光洁为宜。挤出量是由PCC主站处理器上的通信端口IF2 以RS - 422 与E590直流传动系统通信,调节直流电机的转速(即挤出机螺杆的转速) 来调整的。
2. 4 牵引速度控制
牵引速度的控制在铝塑复合管生产中至关重要,它直接影响挤出的管材尺寸和焊接质量。如牵引速度太慢,焊头在铝带上停留的时间长,易将铝带焊穿;如牵引速度太快,焊接速度跟不上,则焊不牢。牵引速度还要与挤出速度相匹配,如牵引速度过大,管子表面会出现竹节现象;牵引速度过低则会使管材直径过大而超差。系统中牵引速度是根据焊接速度和挤出速度按一定的公式计算出速度给定值,通过主站接口模块的IF2 口以RS - 485 的通信方式送到各变频器的,并在软件中将设定速度与实际速度进行比较,形成速度闭环控制。
2. 5 辅助控制程序
生产现场还有些辅助设备,如预热、冷却、剪切、卷绕设备等。这些设备对控制的实时性要求不高,单独编程按普通任务执行。
实际生产中还需要检测运行中的故障,对设备进行保护,并提供多种报警模式。挤出机中的报警大致分为温度报警、直流调速系统和变频器或电机报警以及机械动作报警。温控采用的是软件集中控制,可以直接控制系统每一路的加热单元,以随时报告加热的异常状态。在人机界面上可以显示实际温度和设定温度,从而对各加热单元进行监视,并实现超温或低温报警。传统控制系统无法显示故障原因,因而维修起来困难。而在该系统中,由于能够显示故障位置和故障原因,检修维护非常方便。
3 结束语
铝塑复合管生产中的挤出机自动化程度高,控制复杂。基于可编程计算机控制器的该系统凭借B&R PCC的先进技术,在控制功能和控制精度上达到了较高的水平,为实现工厂自动化创造了条件。PCC的多任务操作系统提高了控制的实时性,开放式CAN 总线保证了主、从站之间信息流的畅通。主站与直流调速系统、变频器以通信的方式结合起来,实时修改控制参数,提高了生产线的自动化程度。用PCC控制的挤出机运行稳定,维护方便,安全可靠。
参考文献
1 齐蓉. 最新可编程控制器教程[M] . 西北工业大学出版社,2000
2 Eurotherm Drives co. , Ltd. E590 series product manual ,1998
3 Lenze GmbH&KG. Lenze 8210 manual . 2000
作者:周立求 (黄石高等专科学校自动化系,黄石 435003)
作者简介:周立求,男,1960 年生,1990 年获西安交通大学硕士学位,现为华中科技大学在职博士研究生和黄石理工学院自动化系主任,教授;主要研究方向为工厂自动化产品及应用、电机控制。
