在印刷后道裁单张、带色标切,金属加工的开卷校平线上有定长裁切、瓦楞纸横切、造纸后道裁切等裁切系统中都会用到贝加莱ACOPOS伺服驱动器的CAM功能,采用伺服裁切的方式被称为电子轴裁切,也叫Cross Cutter。
一、应用方案
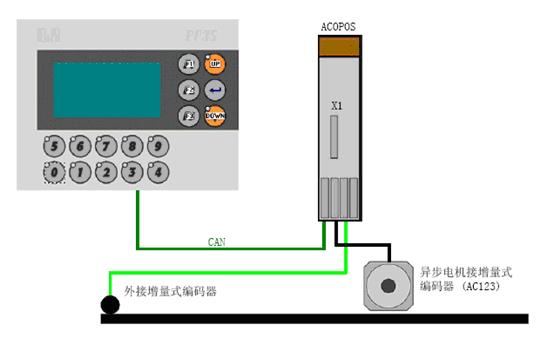
贝加莱裁切方案即可作为主机的一个独立单元,例如:在柔版印刷中可以由主控来控制裁切伺服系统工作,也可以构成一个独立的裁切系统,例如,这里,我们可以采用贝加莱PP35作为控制器来控制一个伺服驱动器进行的裁切控制。
二、产品简介
1 )PP35是贝加莱提供的一个非常适合小型机器控制的集成控制器,它有160*80灰度显示,并且有非常美观设计的按钮可供操作之用,另外,它的背面还有16点DI和16点DO,并且可以通过CAN总线方式连接伺服驱动器、第三方变频器等,是一个经济型的紧凑控制方案。
2)ACOPOS伺服驱动器不同于普通伺服驱动器的功率放大功能,它是一个内部集成了很多功能块可供调用的智能型伺服驱动器,例如:电子齿轮、电子凸轮、虚拟主轴等均包含在驱动器内。因此,ACOPOS本身就具有很强的运算功能,而PP35需要提供的就是裁切参数,例如:裁切尺寸、裁切速度等,而ACOPOS可以据此自行计算加减速曲线和同步区间等关键运行曲线的计算。
另外ACOPOS还有两个很重要的特点对于裁切非常重要:
A.挂接异步电机构成异步伺服系统,对于动态响应要求不高的场合,例如瓦楞纸横切,则可以使用异步电机来达到系统的柔性和效率,但是,却可以降低成本。
B.可挂接多个编码器,通常的裁切系统是跟随外部的一个速度,而这个速度由一个编码器给出,ACOPOS伺服驱动器支持最大三个编码器输入,并且可支持增量式、旋转编码器、绝对式编码器等。
这两个特点使得ACOPOS伺服驱动器具有了很大的适应范围。
三、裁切方案描述
1.定义:裁切长度为L,刀辊周长为C,裁切线速度V
2.速度同步:通常为了保证裁切的精度,在刀尖与裁切的纸张进行接触时,必须保证刀尖的线速度与纸的线速度一致,才不会因为速度差而造成对裁切品的搓拉错位造成误差。
3.编码器输入:线速度测量的编码器可以直接接入到ACOPOS的第二个编码器模块,与伺服电机的编码器在驱动器内部进行直接比较,由于是在驱动器内直接比较,因此系统的响应速度非常快。
4.电子凸轮曲线CAM
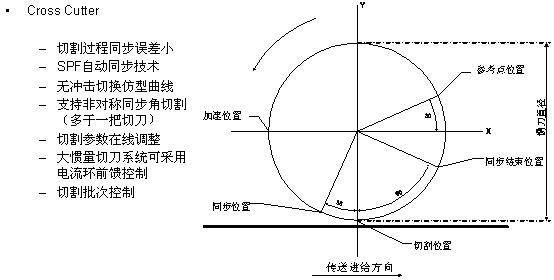
如图所示,在刀辊的周长上被划分为同步区域和非同步区域,设置了同步起始位置、切割位置、同步结束位置、参考点位置、加速位置,这些都是根据线速度V和裁减长度L、刀辊周长C等由系统自动计算的结果。
ACOPOS 的CAM支持高达6阶的曲线描绘能力,使得系统曲线光滑平稳,无冲击,保障了裁切的精度和机械系统的最小冲击。
5.裁切工况
a)当L=C时,则系统按照匀速加工,可以理解为电子凸轮曲线的阶次为0
b)当L>C时,则在裁切完成后,刀辊减速运行等待第二次裁切;
c)当L<C时,则裁切完成后,刀辊加速运行等待第二次裁切;
应用效果:在瓦楞纸横切中可以达到220m/min的裁切速度,裁切精度达到+/-0.5mm,而在印后裁切中精度可以达到+/-0.15mm,在钢板定长切中也可以达到+/-0.2mm的精度,速度则根据客户应用情况而不同,衡量裁切系统速度的指标主要集中在对最小裁切尺寸的裁切速度上,而在这个方面ACOPOS的表现也是非常优秀。
四、方案优点
这种方案的优点在于:
1. 降低成本:虽然增加了伺服系统的成本,但是,传统的机械裁切方式是采用与裁切尺寸相同的裁切刀辊来实现的,对于裁切尺寸变化不大的加工而言,这并不会增加太多成本,但是,对于裁切尺寸变化比较大,则需要储备很多刀辊, 而采用伺服方式则只需要一个刀辊,这样就降低了刀辊的成本。
2. 生产柔性:通过设定裁切尺寸,系统自动计算运动曲线,从而实现一个刀辊对不同尺寸的裁切,而无须更换刀辊,系统的生产柔性-即适应的裁切范围被扩大了。
3. 生产速度:生产速度不仅包含伺服可以更高的速度来裁切,而且也包括对订单切换而造成的换装时间的降低。
4. 由于贝加莱ACOPOS伺服驱动器采用了电流前馈技术使得在裁切之前已经能够给出电流值,使得PID计算能够快速的达到稳定状态,不仅精度得到保障,而且也降低了机械冲击。
5. ACOPOS支持多编码器及异步伺服系统,适应的应用范围光。
五、CAM应用扩展
除了如上所介绍的应用外,ACOPOS的CAM功能也可以扩展到更多的应用领域及应用状况,例如:园压圆模切、圆压圆烫金系统的动作也是需要一个同步区域进行模切、烫金。不干胶标签印刷的同步控制等诸多应用中,也会使用到电子凸轮CAM功能。
在纺织机械中电子凸轮细纱机、包装机械的连续灌装动作、立式包装的横切热封动作、金属加工中的弹簧变径加工、剪板折弯等中都会使用到CAM功能。
