由于机械化的大规模普及,许多的机械生产厂家都想用机械控制自动送料。在机床厂的送料中需要测量送料的长度,并且还需要记录送料的数量。需要专门的员工计数,当没有料时,能够提醒送料的工人及时送料或者做出相应反应。这些都会影响到一个企业的运营成本与运营速度。为提高自动化程度,降低运营成本,厂家想采用机械进行自动送料控制。
系统要求
1.自动送料,检测需要送料的长度,以便于在相应长度的时候做出动作;
2.记录送料的个数并显示数量,完成一定数量的送料过程后便于做出相应动作;
3.在送料过程中出现异常,自动报警,提醒用户解决问题。
精敏产品方案
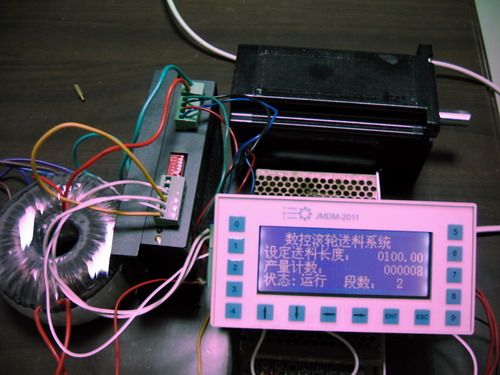
精敏(JMDM)滚轮送料控制系统采用深圳市精敏数字机器有限公司自主研发的JMDM-2011工业控制器,实现了高精度、高速的定位、定时和速度控制。功能较强、稳定可靠、抗干扰能力强。
开机显示“送料各段送料的长度,产量计数,运行状态,段数”。可以设定送料长度,送料速度,送料数量。送料停止时报警。
系统简介
一、运行画面
1.开机时系统进入开机画面,此时显示“精敏”公司的公司名称和联系方式;
2.开机时系统进入自动运行画面,此时按启动按钮则能正常运行;
3.开机画面显示后进入运行画面,此时液晶显示屏中上部显示“数控滚轮送料系统”;左下角显示“设定送料长度,产量计数,状态,段数”,其中“设定送料长度”指送料系统正在送料的长度,“产量计数”指送料完成的产品数量,状态指系统正在运行的状态,有“运行”“停止”“手动”三种,段数指系统正在运行的送料段数。
二、参数修改
1.如何进入设置状态
上电后控制器直接进入运行状态,并处于停止时此时按面板上的“ESC“按钮可进入设置状态。
2.如何修改参数
上﹑下﹑左﹑右四个方向键用于移动光标,选择要改变的数字。当光标到达要改变的数字时,输入你想设定的数字,数字就定下来了。
设置状态的特征是液晶屏的右半边有一个光标,且按上﹑下﹑左﹑右四个方向键时可使光标移动。
3.如何设置参数
参数设置画面共有五个,即主设置画面、第二设置画面、第三设置画面、密码设置画面、系统参数设定画面。
主设置画面:
一段送料长度: 即第一段送料设定的送料长度;
0000.00——9999.99 单位: 毫米
二段送料长度: 即第二段送料设定的送料长度;
0000.00——9999.99 单位:毫米
三段送料长度: 即第三段送料设定的送料长度;
0000.00——9999.99 单位:毫米
四段送料长度:即第四段送料设定的送料长度;
0000.00——9999.99 单位:毫米
第二设置画面:
五段送料长度:即第五段送料设定的送料长度;
0000.00——9999.99 单位:毫米
六段送料长度:即第六段送料设定的送料长度;
0000.00——9999.99 单位:毫米
设定送料段数:即一次送料过程所运行的不同送料长度的次数;
1——6 单位:段;
设定产量: 即设定加工的产品数量;
00000——99999 单位:个
第三设置画面:
设定送料速度:即设定送料运行过程中的送料速度;
0000.00——9999.99 单位:毫米/秒
无料检测使能:即使能冲床送料系统的无料检测的功能;
0——1 设为0时则关断无料检测功能,设为1时则使能无料检测功能
送完输出使能:即每次送料完成后使能输出一个信号;
0——1 设为0时送料完成有输出,设为1时送料完成没有输出。
密码设置画面:
请输入密码:即进入下一页的系统参数设定要输入的密码;
000000-999999 系统设定的密码是654321;输入正确就可以进入下一页的系统参数设定,输入错误则不能进入系统参数设定画面。
系统参数设定画面:
手动送料速度:即设定手动运行时的送料速度;
000.00——999.99 单位:毫米/秒
加减速时间: 即设定送料过程中的加减速时间;
0.00——9.99 单位:秒
送料轮大小:即送料轮的周长;
000.000——999.999 单位:毫米;
每转脉冲:即伺服电机转一圈所对应的脉冲数;
00000——99999 单位:个/转
4. 在参数设置画面下按ESC键就退出参数设置画面。
三、操作介绍
1.开机后进入运行画面,若需修改参数则进入参数设定画面;
2.在运行画面时按启动按钮则系统正常运行;
3.在停止时按“NUM0”键即完成产品数量计数清零;
4.系统运行时按急停键则系统马上停机,按暂停键则系统在当次送料完成后停机,再按启动按钮则系统接着运行;
5.当产量计数到达或无料停机时有报警输出。